Progressive failure analysis of thin-wall aluminum extrusion under
quasi-static and dynamic loads
In this example problem we consider the overall deformation and
failure behavior of a thin-wall, double-chambered aluminum extrusion under
quasi-static three-point bending and dynamic axial loading conditions.
The following
Abaqus
features are demonstrated:
using ductile, shear, and Müschenborn-Sonne forming limit diagram
(MSFLD) damage initiation criteria to study
the initiation of failure due to three different mechanisms: ductile fracture,
shear band formation, and necking instability, respectively; and
modeling progressive failure of components using damage evolution and
element removal.
The overall load-displacement response and the fracture patterns are
compared with the experimental results given by Hooputra et al. (2004).
New materials such as aluminum and magnesium alloys and high-strength steels
are being introduced increasingly in automotive components to reduce weight
and, hence, to increase overall vehicle performance. These materials typically
have low ductility at fracture compared to traditional steels and may suffer
damage and failure under crash loading conditions. A typical component made of
sheet metal may undergo damage due to a number of mechanisms including void
nucleation and coalescence, shear band formation, and necking instability.
Thus, to obtain reliable predictions from crashworthiness simulations, it is
essential to model damage initiation and progressive failure due to various
failure mechanisms as well as modeling accurate plastic deformation behavior.
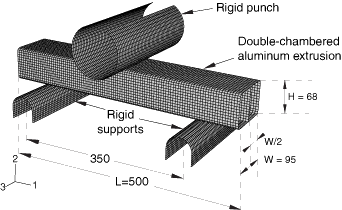
Geometry
The three-point bending and the axial crushing configurations are shown in
Figure 1
and
Figure 6,
respectively. The overall dimensions of the aluminum extrusion are
L=500 mm,
W=95 mm, and
H=68 mm for the three-point bending case and
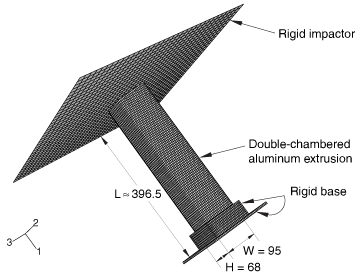
L≈396.5 mm,
W=95 mm, and
H=68 mm for the axial crushing case. The
thickness of the sheet is 2.5 mm for both cases.
Materials
The material used in this study is an extruded aluminum alloy
EN AW-7108 T6. This material behaves in an
elastic-plastic manner and can undergo damage due to either one or a
combination of the following damage mechanisms: nucleation and coalescence of
voids, shear band formation, and necking instability.
Boundary conditions and loading
The three-point bending configuration consists of the aluminum extrusion
supported on two rigid cylinders and loaded in the transverse direction by
another rigid cylinder (Figure 1).
In the axial crushing simulation, one end of the aluminum extrusion is
supported by a fixed rigid base and the other end is subjected to an
instantaneous velocity by a planar rigid impactor (Figure 6).
Abaqus modeling approaches and simulation techniques
Two loading cases are considered. The first case consists of a quasi-static
three-point bending configuration where the part is loaded transversely to the
extrusion direction. In the second case the part is subjected to a dynamic
loading in the axial (extrusion) direction.
Summary of analysis cases
Case 1
Quasi-static three-point bending
simulation.
Case 2
Dynamic axial crushing simulation.
The sections that follow discuss the analysis considerations that are
applicable to both cases.
Mesh design
In both cases the mesh is similar to that used by Hooputra et al. (2004).
The aluminum extrusion is meshed with a uniform mesh consisting primarily of
4-node shell elements (S4R). In the axial
crushing case some 3-node shell elements (S3R)
are also used. The planar dimensions of the elements are an order of magnitude
larger than the shell thickness. The simulations with this mesh yield results
in agreement with the experimental observations. No mesh refinement studies
were conducted.
Materials
The details of the
Abaqus
models used for constitutive behavior and progressive damage analysis are
discussed below. Guidelines for obtaining the material parameters from
experimental data are also provided.
Elastoplasticity
Hooputra et al. (2004) have shown that the extruded aluminum alloy
EN AW-7108 T6 displays plastic orthotropy due
to the nature of the extrusion processing and have used the Barlat symmetric
yield locus (Barlat et al., 1991) to fit the experimental data. In this example
we neglect the orthotropy and assume both the elastic and the plastic behavior
to be isotropic with the yield surface described by the Mises yield function
(see
Inelastic Behavior).
The assumption of isotropic plasticity may appear to be too restrictive for the
accurate prediction of failure in extruded alloys. However, in crashworthiness
simulations the assumption of isotropy usually yields acceptable results when
compared with experimental observations, as shown in the results obtained in
this example. Nevertheless, you should compare your simulation results with
experimental data to check the validity of the isotropic plasticity assumption.
Damage initiation
Metal sheets and thin-walled extrusions made of aluminum alloys may fail
due to one or a combination of the following failure mechanisms (Hooputra et
al. 2004): ductile failure due to nucleation, growth, and coalescence of voids;
shear failure due to fracture within shear bands; and failure due to necking
instabilities. If the model consists of shell elements, a criterion for the
last failure mechanism is necessary because the size of the localized neck is
of the order of the sheet thickness and, hence, cannot be resolved with shell
elements of dimensions one order of magnitude larger than the thickness.
Abaqus/Explicit
offers a number of damage initiation criteria to model the onset of necking
instabilities in sheet metals. These include the Forming Limit Diagram
(FLD), Forming Limit Stress Diagram
(FLSD), Müschenborn-Sonne Forming Limit
Diagram (MSFLD), and Marciniak-Kuczynski
(M-K) criteria. The first three criteria
utilize the experimentally measured forming limit curves in the appropriate
strain or stress spaces. The last criterion introduces virtual thickness
imperfections in the sheet metal and analyzes the deformation in the
imperfection zone to determine the onset of the instability (see
Damage Initiation for Ductile Metals).
The strain-based FLD criterion is limited
to applications where the strain path is linear. On the other hand, the
stress-based FLSD criterion is relatively
insensitive to changes in the strain path. However, this apparent independence
of the stress-based limit curve due to the strain path may simply reflect the
small sensitivity of the yield stress to changes in the plastic deformation.
The M-K criterion can capture the effects of
nonlinear strain paths accurately; however, it is computationally expensive,
especially if large numbers of imperfection orientations are introduced. It has
been verified that the results obtained using the
MSFLD criterion are similar to those obtained
using the M-K criterion but with a much
reduced computational expense (see
Progressive damage and failure of ductile metals).
Therefore, in this example we choose the MSFLD
damage initiation criterion for necking instability.
For specifying the MSFLD damage
initiation criterion, the forming limit curve of the material is required. In
Abaqus
this criterion can be specified by converting the forming limit curve from the
space of major versus minor strains to the space of equivalent plastic strain
versus ratio of principal strain rates.
Abaqus
also allows direct specification of the forming limit curve for the
MSFLD criterion (see
Müschenborn-Sonne Forming Limit Diagram (MSFLD) Criterion).
We use the forming limit curve based on the experimental work of Hooputra
(2005). This curve is assumed to be valid at both the quasi-static and the
dynamic strain rates. The parameter OMEGA used
in conjunction with the MSFLD criterion to
provide filtering of numerical noise in the evaluation of the ratio of
principal strain rates is set to 0.001 in both cases (see
Damage Initiation for Ductile Metals);
this value is recommended for crashworthiness simulations.
Damage due to initiation, growth, and coalescence of voids leads to
ductile failure in metals; the formation of cracks within shear bands leads to
shear failure.
Abaqus
offers phenomenological damage initiation criteria for both of these
mechanisms. The ductile criterion is specified by providing the equivalent
plastic strain at the onset of ductile damage as a function of stress
triaxiality and strain rate. Similarly, the shear criterion is specified by
providing the equivalent plastic strain at the onset of shear damage as a
function of shear stress ratio and strain rate (see
Damage Initiation for Ductile Metals).
The data required for both of these criteria may be difficult to obtain through
direct experimentation since it would require experiments spanning a range of
stress triaxiality and shear stress ratio that may be difficult to achieve.
Hooputra et al. (2004) have given simplified analytical expressions for the
ductile and the shear failure criteria that require only a limited number of
experiments. In this example we adopt those expressions; however, we ignore the
orthotropy of the ductile fracture to be consistent with the assumption of
isotropic plasticity made earlier.
For the ductile damage initiation criterion the equivalent plastic strain
is given by the following function of the stress triaxiality,
(Hooputra et al, 2004):
where
and
correspond to the equivalent plastic strain at ductile damage initiation for
equibiaxial tensile and equibiaxial compressive deformation, respectively. For
isotropic materials the stress triaxiality in equibiaxial tensile deformation
state, ,
is ,
and in equibiaxial compressive deformation state, ,
is .
The definition of
in
Abaqus,
as a ratio of the equivalent mean stress to the Mises equivalent stress,
differs from that used by Hooputra et al. (2004) by a factor of
.
Consequently, the value of
used in the above expression is three times the value used in Hooputra et al.
(2004). The above expression has three parameters that must be obtained
experimentally: ,
,
and .
These parameters depend on the material, strain rate, and possibly the
temperature. For each strain rate of interest, three experiments are needed at
different values of stress triaxiality to obtain the three material parameters.
can be obtained directly from the Erichsen test ().
Three-point bending of sheet coupons (with width/thickness > 4) under plane
strain tension ()
and fracture at the notch root of waisted tensile coupons in uniaxial tension
()
may provide two additional experiments to determine
and .
In the Erichsen and three-point bending experiments the local fracture strain
can be derived by placing a grid on the specimen's surface; in the waisted
tensile experiment the fracture strain can be obtained from the sheet thickness
in the fracture plane (Hooputra et al., 2004). For the aluminum alloy used in
this example the experimentally obtained ductile failure parameters at
quasi-static and dynamic strain rates (250 s−1)
are listed in
Table 1.
For the shear damage initiation criterion the equivalent plastic strain at
the onset of damage is given by the following function of the shear stress
ratio,
(Hooputra et al, 2004):
where
with ,
and
and
correspond to the equivalent plastic strain at shear damage initiation for
equibiaxial tensile and equibiaxial compressive deformation, respectively. The
parameters
and
correspond to the values of
at
and ,
respectively. This expression has four parameters that must be determined
experimentally: ,
,
,
and .
These parameters depend on the material and strain rate. Hooputra et al. (2004)
have used tensile specimens with a groove (rectangular cross-section and groove
depth=half the sheet thickness) at
to the loading direction (),
specially designed tensile specimens with a groove parallel to the loading
direction (pure shear, ),
and Erichsen tests ()
in conjunction with the above expression to determine ,
,
and .
The value of the material parameter
is taken as 0.3. For the aluminum alloy used in this example the experimentally
obtained shear failure parameters at quasi-static and dynamic strain rates (250
s−1) are listed in
Table 2.
Using the aforementioned expressions and the material parameters listed in
Table 1
and
Table 2,
tabular data for ductile and shear damage initiation criteria can be generated
as a function of stress triaxiality and shear stress ratio, respectively. This
tabular data is provided in the
Abaqus
input files. The above expressions may give very high values of the equivalent
plastic strain at damage initiation when the stress triaxiality or the shear
stress ratio is very small. A cutoff value of the equivalent plastic strain can
be provided in such cases.
Damage evolution and element removal
Damage evolution occurs once the damage initiation criteria are satisfied.
Plastic displacement-based linear damage evolution law is used for each of the
three damage initiation criterion. The value of the plastic displacement at
which the damage variable reaches 1 is taken as 0.1. The default maximum
degradation rule is used, and the elements are removed from the mesh once the
maximum degradation has occurred (see
Maximum Degradation and Choice of Element Removal).
Initial conditions
For the axial crushing simulation a velocity initial condition is specified
at the reference node of the planar rigid impactor in the global 1-direction.
Boundary conditions
For the three-point bending simulation all the degrees of freedom at the
reference node of the rigid supports are constrained. A velocity boundary
condition in the global 2-direction is specified at the reference node of the
rigid punch with all the remaining degrees of freedom constrained.
For the axial crushing simulation all the degrees of freedom at the
reference node associated with the rigid support are constrained. Furthermore,
all of the degrees of freedom except that associated with the global
1-direction are constrained at the reference node of the planar rigid impactor.
Loads
The velocity boundary condition at the rigid punch applies the load in the
three-point bending simulation. In the case of the axial crushing simulation
the initial velocity of the planar rigid impactor loads the component.
Constraints
Rigid body constraints are specified in both cases to form element-based
rigid bodies. These rigid bodies form the support and apply loads to the
aluminum extrusion.
Interactions
For the three-point bending simulation a contact pair interaction is defined
between the rigid punch and the node-based surface of the aluminum extrusion
component. A general contact interaction is defined between the rigid cylinders
forming the support and the element-based surface of the aluminum extrusion
component. In addition, self-contact is defined between the element-based
surfaces of the extruded component. A friction coefficient of 0.05 is used for
the contact between the rigid cylinders and the extruded component, and a value
of 0.15 is used for the self-contact.
For the axial crushing simulation a contact pair interaction is defined
between the extruded component and the rigid support as well as between the
component and the rigid impactor. A general contact interaction is used for
self-contact between the surfaces of the extruded component. A friction
coefficient of 0.15 is used for all of the contact interactions in this case.
For both the three-point bending and axial crushing cases, a penalty-type
mechanical constraint is used for all of the contact pair definitions.
Analysis steps
Both the three-point bending and the axial crushing analyses consist of
one explicit dynamic step. The total simulation times in the three-point
bending and the axial crushing cases are 0.0501 s and 0.072 s, respectively.
Both the analyses consider geometric nonlinearity and use automatic time
incrementation using element-by-element stable time increment estimates.
Output requests
For both cases the field output request includes the following quantities:
displacement, stress, strain, element status, and damage initiation criteria
variables. The history output request consists of displacement, velocity,
acceleration, and reaction force at the reference point of the top rigid
cylinder (for the three-point bending simulation) and at the reference point of
the rigid impactor and the supporting base (for the axial crushing simulation).
Energy output variables are requested for the entire model.
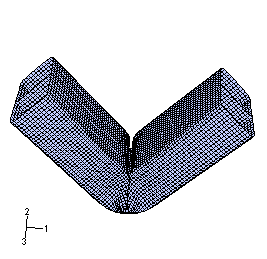
Discussion of results and comparison of cases
The overall deformed shape of the aluminum extrusion obtained from the
three-point bending simulation is shown in
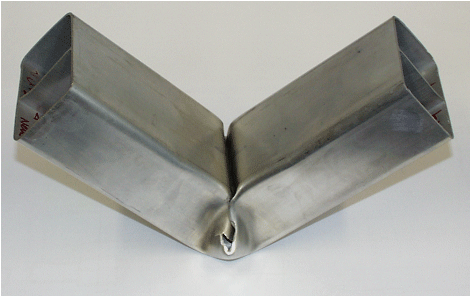
Figure 2,
and the experimentally observed deformed shape (Hooputra et al. 2004) is shown
in
Figure 3.
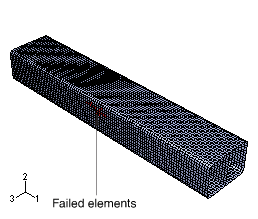
The elements that have failed at the end of the simulation are shown in
Figure 4,
mapped into the undeformed configuration. Good qualitative agreement is seen
between the simulation results and experimental observations. The
load-displacement history of the punch obtained from the simulation is compared
with three different experimental results in
Figure 5.
Again, a very good match is observed, indicating the reliability of the
simulation results. In
Figure 5
the simulation results are plotted after applying the Butterworth filter with a
cutoff frequency of 1000 (see
Applying Butterworth filtering to an X–Y data object).
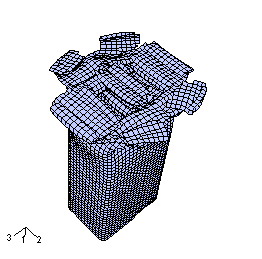
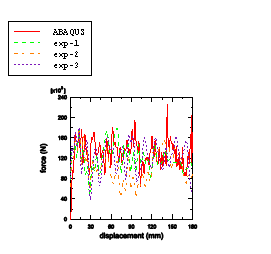
The overall deformed shape including the failure patterns obtained from the
axial crushing simulation is shown in
Figure 7.
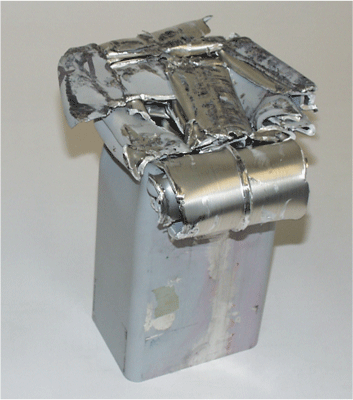
The deformed shape and the failure patterns are qualitatively similar to those
observed experimentally (Figure 8).
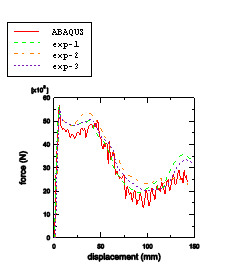
The overall force-displacement response from the simulation (filtered using the
Butterworth filter with a cutoff frequency of 1500) is compared with the
results from three different experiments (Hooputra, 2005) in
Figure 9.
Again, a good qualitative match is seen, and the numerical results are within
the experimentally observed scatter.
In conclusion, the results from both the quasi-static three-point bending
and the dynamic axial crushing simulations match the experimental data very
well. It is also concluded that the use of progressive damage and failure is
essential to capture the overall deformation and failure behavior of thin-wall
aluminum extrusion.
Barlat, F., D. J.
Lege, and J. C. Brem,
“A Six-Component Yield
Function for Anisotropic Materials,” International Journal of
Plasticity, vol. 7, pp. 693–712, 1991.
Hooputra, H., H.
Gese, H. Dell, and H.
Werner, “A
Comprehensive Failure Model for Crashworthiness Simulation of Aluminium
Extrusions,” International Journal of Crashworthiness, vol. 9,
pp. 449–463, 2004.
Figure 1. Three-point bending configuration: geometry and finite element
mesh. Figure 2. Final deformed shape of the aluminum extrusion in the quasi-static
three-point bending simulation. Figure 3. Deformed shape of the aluminum extrusion in the quasi-static
three-point bending experiment (Hooputra et al., 2004). Figure 4. Completely failed elements at the end of the three-point bending
simulation mapped into the undeformed configuration. Figure 5. Comparison of the force-displacement response obtained from the
three-point bending simulation with the experimental results of Hooputra et al.
(2004). Figure 6. Axial crushing configuration: geometry and finite element
mesh. Figure 7. Final deformed shape of the aluminum extrusion in the dynamic axial
crushing simulation. Figure 8. Deformed shape of the aluminum extrusion in the dynamic axial crushing
experiment (Hooputra et al., 2004). Figure 9. Comparison of the force-displacement response obtained from the axial
crushing simulation with the experimental results of Hooputra et al.
(2004).