CZone for Abaqus
is an
Abaqus/Explicit
capability that integrates material, element, and contact modeling aspects to
simulate crushing of laminated composites due to contact with other bodies.
The
CZone for Abaqus
capability:
requires specification of a “crush stress” within the material
definition for parts that may undergo crushing;
requires the use of shell elements to model thin parts that may
undergo crushing;
uses general contact to model contact interactions;
limits the contact stress
based on consideration of the underlying material;
avoids nonphysical contact
with deeply punctuated regions in an active crushing zone that can occur due to
limiting the contact stress; and
triggers element deletion due
to crushing.
In part, this capability uses methodologies developed by Engenuity Limited
(see
https://www.engenuity.net/).
The use of composites in automotive, aircraft, marine, military, and other
equipment requires composites to be designed for predictable behavior both
under normal loads and under extreme conditions. For example, energy absorption
and failure of composite automotive body panels as they are crushed help
protect the vehicle’s occupants in an accident. A rectangular cross-section
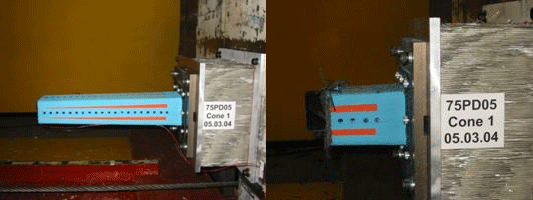
cone designed for energy absorption upon impact is shown in
Figure 1.
Most of the composite cone crushes during the experiment to stop the test sled.
Figure 1
also shows a small portion of the cone remaining intact at the end of the
experiment.
Figure 1. The plain cone test setup (left) and the plain cone sample at test
completion (right) (courtesy of Engenuity, Ltd.).
The crushing behavior of composites is a complex finite element analysis
problem that generally cannot be described by conventional failure mechanisms
designed to simulate metal components. The material layers, reinforcements, and
bonding between layers in a composite each have different failure
characteristics. The load-carrying capacity of the composite is controlled by
localized buckling, shearing, delamination, and eventual failure of the
composite material in the area being crushed. While a material is crushed, it
continues to transmit stress in a zone of damage called the crush front or
crush zone, immediately adjacent to the point of impact between the composite
and the object that is crushing it. Not all materials can be crushed. Physical
testing is required to determine whether a material can be crushed and the
characteristics of its behavior while being crushed.
The
CZone for Abaqus
capability integrates material, element, and contact algorithms to simulate
continuous crushing behavior.
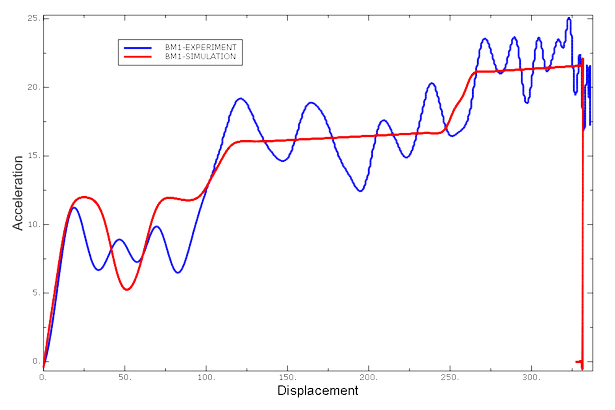
Figure 2
compares sled acceleration histories for the experiment associated with
Figure 1.
The experimental and simulation acceleration curves match well, with the
simulation results smoother than the experimental data. Conventional material
damage and element failure mechanisms for finite element analysis tend to
produce noisy acceleration and stress solutions for crushing phenomena, due to
sequences of element failure followed by a short interval of no contact until
additional elements of the crushing body are impacted. Conventional approaches
typically underestimate energy absorption associated with crushing, unlike the
CZone approach.
Figure 2. History of the sled acceleration for
CZone for Abaqus
simulation and experiment.
CZone Methodology
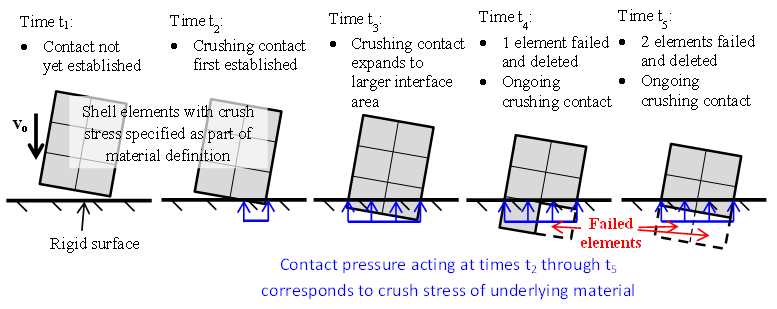
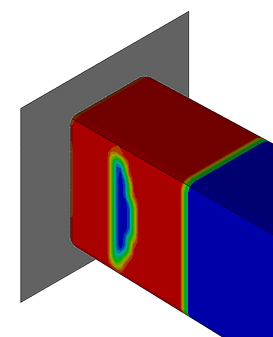
Figure 3
shows a simple example of a crushable shell interacting with a rigid body with
the CZone capability. The example represents a
situation in which a thin part modeled with shells with initial velocity,
,
is crushed against a fixed rigid body using the
CZone capability. During active crushing, the
magnitude of the contact pressure is governed by the crush stress of the
underlying material. In this example the magnitude of the contact pressure
(shown in blue in
Figure 3)
does not change while crushing is active.
Figure 3. CZone continuous crushing
sequence.
Significant penetrations can occur as a result of limiting the contact
pressure to the crush stress of the underlying material. Shell elements
involved in CZone crushing fail and are
deleted once all nodes of a shell element penetrate the surface being impacted,
such as in the configuration on the right side of
Figure 3.
The crush stress can account for various material failure mechanisms, such
as delamination, matrix cracking, fiber breakage, fiber pull-out, and fiber
buckling, although the CZone capability does
not attempt to distinguish between the various failure mechanisms. Even though
the crush stress is specified as a material characteristic, the direct effect
of the crush stress is limited to the contact pressure calculations; that is,
constitutive (material) calculations for elements that are still active
do not consider crush stress aspects of the
material definition.
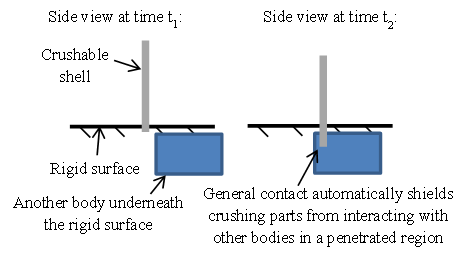
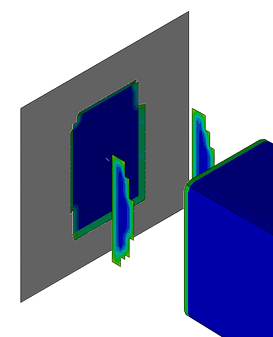
As discussed in the context of
Figure 3,
penetrations on the order of element dimensions are expected in the crushing
region. The implementation of the CZone
capability in general contact includes a shielding mechanism to avoid undesired
secondary contacts for parts undergoing crushing. For example, this shielding
mechanism avoids undesired interactions between the crushable shell and the
body below the thin rigid body in
Figure 4.
Figure 4. Example of automatic shielding from secondary contacts during
CZone crushing.
Overview of Model Set-Up Aspects of CZone
Model specification aspects associated with
CZone include:
Modeling potentially crushing parts with shell
elements (see Shell Elements);
Optionally, specifying
nondefault crush initiation characteristics as surface properties (see
Crush State Evolution);
and
Optionally, requesting CZone
output.
CZone Crush Stress
The crush stress can be thought of as the stress of the crushing body at the
crushing interface. The crush stress is specified as a material property (see
CZone Crush Stress) but
actually does not directly influence the constitutive calculations associated
with element integration points; rather, the crush stress limits the contact
pressure magnitude at an actively crushing interface.
Contact Limitations for CZone for Abaqus
The following limitations currently exist for
CZone for Abaqus:
Crushable bodies can be modeled only with shell elements (see
Shell Elements).
Only node-to-surface contact is supported. Edge-to-edge contact is
automatically deactivated for nodes involved in crushing; however, edge-to-edge
contact may be active for nodes on crushable bodies that are not crushing.
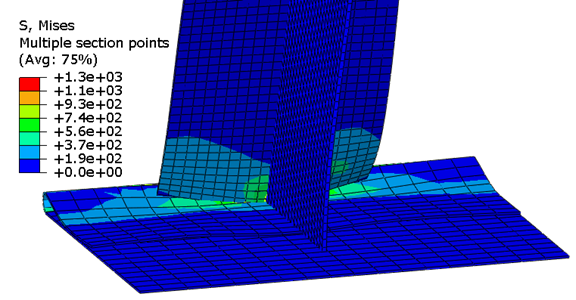
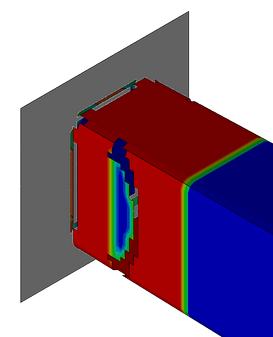
Complex Intersections and Domain Decomposition in CZone for Abaqus
Figure 5
shows a close-up view of a part with a T-junction geometry crushing against
different sides of a folded shell in different regions. The folded shell
experiences self-contact. This example shows that crushable bodies can have
complex geometries, that crushing can occur with a double-sided target surface,
and that noncrushing contact can occur nearby crushing contact.
Figure 5. Crushing of a T-junction part against a folded shell surface.
The implementation of
CZone for Abaqus
allows the crushing region to be split across domains for domain decomposition
associated with distributed memory parallelization.
Crush State Evolution
Table 1 summarizes the possible crush state settings for secondary
nodes. The values in the first column of Table 1 are reflected in the output variable
CRUSHSTATE. Nodes can have initial states of "not
crushable" (0), "non-trigger" (1), or "trigger" (2). "Not crushable" nodes have no crush
associated with adjacent elements and will never crush. "Non-trigger" nodes will be
reassigned "trigger" status during the simulation if adjacent nodes begin crushing or
adjacent elements experience material failure.
Upon coming into contact, a "trigger" node develops contact pressures
consistent with the assigned contact pressure-overclosure relationship (see
Contact Pressure-Overclosure Relationships)
and becomes an "actively crushing" node if either of the following conditions
are met:
the contact pressure acting in the plane of the
crushable material underlying the secondary surface reaches the crush initiation stress,
and the angle between contacting surfaces is greater than the crush initiation angle; or
an adjacent secondary node is actively crushing, and
the angle between contacting surfaces is greater than the crush continuation angle.
By default, the crush initiation stress is equal to the crush stress, but
you can specify a scale factor to increase the crush initiation stress above
the default value. Default thresholds of crush initiation and crush
continuation are 30° and 25°, respectively. The angle between contacting
surfaces is always in the range of 0° to 90°, so resetting either threshold
angle to 0° results in all contacts meeting the respective angle threshold.
Table 1. Crush state settings for secondary nodes.
Value of Output Variable
CRUSHSTATE
Description
Behavior
0
Not crushable node
This node will never crush; no crush stress is
associated with this node.
1
Non-trigger node
This node is not a trigger node and had no prior
crushing.
2
Trigger node
This node is a trigger node and had no prior
crushing.
3
Previously crushing node
This node was previously crushing.
4
N/A (this setting is not used)
5
Actively crushing node
This node is actively crushing.
6
Failed node
This node has "failed" as a result of crushing or
material failure.
Contact forces for nodes with "actively crushing" status are equal to the crush stress times the
crush area. A secondary node continues crushing until:
It comes out of contact or the angle between
contacting surfaces falls below the crush continuation angle. In this case the nodal
state is reset to "previously crushing."
All adjacent elements are deleted due to
crushing or other types of material failure. In this case the nodal state is "failed."
A node with a "previously crushing" status resumes crushing if the angle
between contacting surfaces is greater than the crush continuation angle and
either of the following conditions are met:
the contact pressure acting in the plane of the
crushable material underlying the secondary surface reaches the crush stress; or
an adjacent secondary node is actively crushing.
Input File Usage
Use the following
option to initialize a node to "trigger" status (default) and to specify a
crush initiation scale factor, crush initiation angle, and crush continuation
angle:
Use the following option to initialize a node to
"non-trigger" status, and (in case the node later becomes a trigger node) to
specify a crush initiation scale factor, crush initiation angle, and crush
continuation angle:
Interaction module: Create Interaction: General contact (Explicit): Surface Properties: Crush Trigger assignments: Edit:
Select surface or material, click the arrows to transfer surface or material to list of thickness assignments.
Influence of Noncrushing Failure Mechanisms on Crush Initialization
Until the micromechanics of crushing failure mechanisms are more fully
understood, it is necessary to test the crush properties of candidate
materials. There are several methods to test crush strength; some of these
methods are still evolving. Once the crush strength is determined, the crush
stress for the composite can be calculated.
This section discusses three methods used to test the crushing properties of
composite materials. To obtain the best simulation results, the tests used to
determine the crushing properties should represent the design structure as
closely as possible.
Ultimately, you must decide which method of crush strength measurement to
use in determining the crush stress values to input for the
CZone for Abaqus
analysis. Regardless of the method selected, the coupon design should have a
thickness and layup consistent with the structure being developed.
Component Testing
In the component testing method a component is manufactured from the
candidate material. The component geometry should support crushing, such as a
straight box or similar section with a side length to wall thickness ratio that
prevents local buckling. This is the most accurate testing method; however, it
is also relatively costly. This approach involves the following steps:
Crush the component using an impact sled.
Measure the acceleration of the sled.
Calculate the crush force from the acceleration.
Calculate the crush stress by dividing the crush force by the
cross-sectional area of the component.
The high cost of this test method has led to the development of lower cost
coupon test methods described in the following sections.
Flat Coupon Testing
Several organizations are developing the flat coupon testing method. Test
coupons are typically cut from a flat sheet using a water jet to minimize
damage at the cut edges. One end of the coupon is weakened by incorporating a
saw-tooth shape or chamfer to initiate crushing. The flat coupon
is placed in a fixture that prevents buckling. A drop-tower or servo-hydraulic
test apparatus is used to push the coupon through the fixture onto a crushing
or target plate. The ongoing crush force is divided by the cross-sectional area
of the flat coupon to determine the crush strength.
In the flat coupon testing method, the coupon typically has a region near
the crushing end that is free from support or constraint. This region is the
unsupported length.
Figure 6
shows a coupon crushing fixture installed in a servo-hydraulic dynamic testing
apparatus.
Figure 6. Flat coupon test apparatus (courtesy of Engenuity, Ltd.).
Figure 7
shows how the material crushes at the lower end of the fixture as it is forced
down through the fixture's low-friction guides. The fixture has adjustments for
different coupon thicknesses and for varying the unsupported length.
Figure 7. Crushing a flat coupon (courtesy of Engenuity, Ltd.).
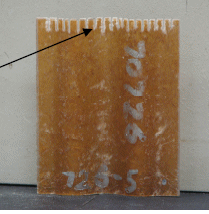
Shaped Coupon Testing
Several organizations are developing the shaped coupon testing method. The
test coupons are shaped with corrugations to give them stability when they are
crushed on a flat surface. Like the flat coupons, one end of the shaped coupon
is weakened with a saw-tooth shape, as shown in
Figure 8,
or a chamfer to initiate crushing.
Figure 8. A typical shaped coupon used for crush testing (courtesy of Engenuity,
Ltd.).
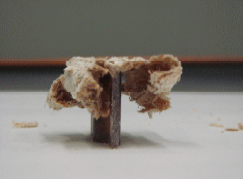
Figure 9. The crushed shaped coupon (courtesy of Engenuity, Ltd.).
The shaped coupons are more expensive than the flat coupons but still
significantly less expensive than producing custom test components.
Comparison of Flat and Shaped Coupon Tests
Many composites exhibit ongoing delamination in the crush zone as part of
the crushing process. Shaped coupons tend to suppress delamination, often
leading to a higher value for the crush stress than the flat coupons, which
allow delamination more readily. The ratio of the measured crush stresses from
the shaped and flat coupon methods varies with the material.
Most composite structures consist of both flat and curved regions. To
evaluate a realistic crush performance for these structures, it is recommended
to test samples using both coupon methods. You can then assign the flat coupon
crush stress values to flat regions and the shaped (suppressed delamination)
crush stress values to curved regions. This approach is illustrated in
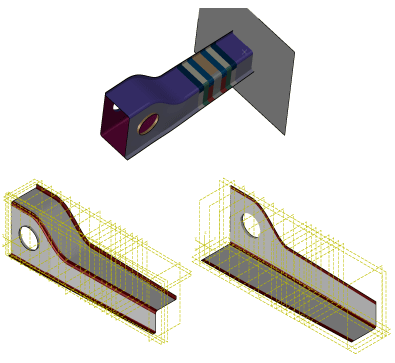
Figure 10.
Figure 10. Identifying regions of higher crush resistance based on
curvature.
The top image shows a
CZone for Abaqus
analysis of a cone made from two components joined at the flanges. The bottom
images show the regions of crush stress assignment in the two pieces that make
the cone. The corner radius areas, including the flange areas where the two
pieces are joined, help to suppress delamination. They are assigned a
delamination suppressed crush stress of 122 MPa. The flat areas are assigned a
flat coupon crush stress of 50 MPa. The physical test of the component yielded
an average crush stress of 77 MPa.
Some materials have a high resistance to delamination, such that the flat
and shaped coupon test methods converge toward a common crush stress value.
Further research is being conducted into methods of suppressing delamination in
the flat coupon test method to determine the elevated crush strength values
while using the low cost flat coupons.
Output
Viewing the results of a
CZone for Abaqus
analysis is comparable to viewing the results of other
Abaqus
analyses.
To understand the results of a crushing analysis, you
should review the output results associated with the
CZone crushing state, the material damage, and
the energy quantities in
the Visualization module of Abaqus/CAE.
For general information on viewing results, see
Viewing results.
CZone Crushing State and Material Damage Variable Output
CZone for Abaqus uses the contact output variable CRUSHSTATE to report
information about the current crushing state of the nodes on the secondary surface (see
Table 1).
In addition, you should request output of the relevant damage variables in
accordance with the composite damage model used in the simulation. For example,
for the Tsai-Wu criterion you need output of solution-dependent state
variables, and for the Hashin damage model you need output of the damage
variables documented in
Output.
You can use these results to determine the regions that failed due to crushing
and those that failed as a result of composite damage and failure.
Highlighting Failed Regions
Plot the contours of CRUSHSTATE on the
undeformed shape to highlight the regions that have failed or are starting to
fail as a result of crushing. The regions where
CRUSHSTATE is six (colored red in
Figure 11)
have failed as a result of crushing. Regions where
CRUSHSTATE is five (colored yellow) are
currently crushing.
Figure 11. Plotting output variable CRUSHSTATE
on the undeformed shape.
Removing Failed Elements from the View
You can use ResultField
OutputStatus Variable to
remove the failed elements from the view. Select
CZASTATE as the output variable, and remove
elements with a value greater than 3; select Apply to undeformed
state to remove the elements from the undeformed model view. The
result is shown in
Figure 12.
Figure 12. Fragments that broke away from the model as the surrounding elements
failed.
Removing Elements That Failed due to Material Damage
If you use the Tsai-Wu damage initiation model, you can remove the
elements that have failed as a result of material damage. Select
SDV3 to be the status variable, and remove
elements whose SDV3 value is greater than 0.99,
as shown in
Figure 13.
Figure 13. Removing elements that have failed as a result of material
damage.
If you are using the Hashin damage model, you can request the damage
output variables associated with different damage mechanisms to evaluate the
dominant damage mode (see
Output).
Example Crushing Simulations
This section contains two benchmark simulations that you can use as guides
for creating new analyses. An input file for each benchmark problem can be
extracted as described in
Fetching Sample Input Files.
Plain Cone
In this benchmark a rectangular cross-section cone is attached to a rigid
wall, as shown in
Figure 14,
and impacted with a moving sled with a mass of 324 kg and an initial velocity
of 10m/s. The input file for this example is
cza_bm1-cone-ahv_gc.inp.
The layup of the composite cone includes three different thickness regions.
It is thinnest at the front (left side of the plain cone test setup) and gets
thicker toward the rear (right side of the plain cone test setup), as shown in
Figure 14.
The thickness at the front of the cone is such that local buckling occurs and
fragments of material break away due to bending stresses. As crushing
progresses, the increased wall thickness allows progressive crushing of the
cone without buckling and bending failure.
Figure 14
shows the final crushed state of the cone.
Figure 14. The plain cone test setup (left) and the plain cone sample at test
completion (right) (courtesy of Engenuity, Ltd.).
Figure 15
shows some material fragments that broke away from the front of the cone.
Figure 15. Fragments taken from the experimental test (courtesy of Engenuity,
Ltd.).
The tapered colored markings on the fragments indicate that they came from
the front of the cone on the long sides. The fragments that were predicted to
break out from the thin part of the cone in the simulation match well with the
test fragments, as shown in
Figure 16.
Figure 16. Fragments that broke away during the simulation.
The predicted sled acceleration curve also matches well with the test data,
as shown in
Figure 17.
Figure 17. History of the sled acceleration for the simulation and
experiment.
Complex Cone
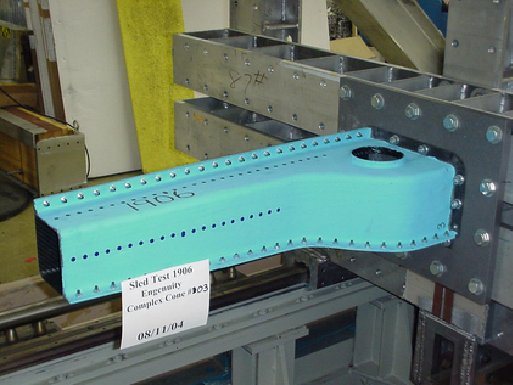
In this benchmark a complex cone is attached to a moving sled, as shown in
Figure 18,
and impacted against a wall. The input file for this example is
cza_bm3-b-cone-ahv_gc.inp. The sled has a mass of 1150 kg
and an initial velocity of 9.1 m/s.
Figure 18. Experimental setup for the complex cone (courtesy of Engenuity,
Ltd.).
The component geometry is intended to represent some of the typical features
and general size of a typical automotive front longitudinal member. The layup
of this component was designed to behave in a way that shows an initial period
of crushing, followed by catastrophic failure of the backup structure. At the
front of the component the layup is relatively thin, and the backup structure
is strong enough to support the crushing forces. As crushing progresses, the
thickness of the layup progressively increases. At a certain point the back of
the cone can no longer support the increased crushing forces from the thicker
material, and failure occurs at the curved transition area—this quickly
propagates around the section and the cone breaks in two.
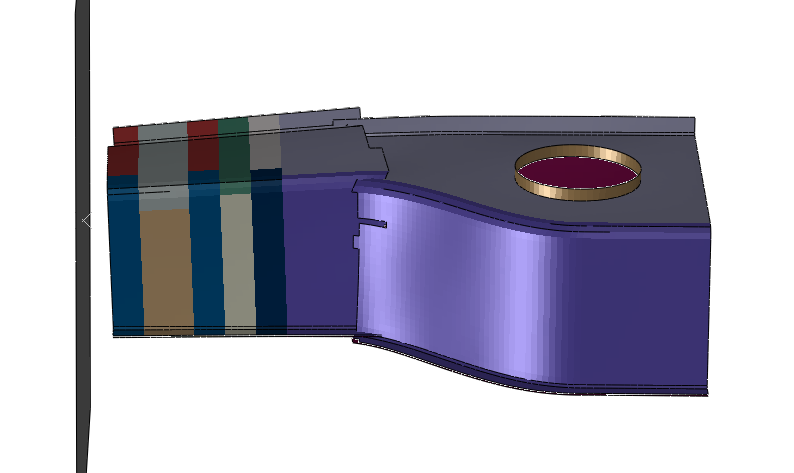
Figure 19
and
Figure 20
show experimental and analysis results, respectively, at the point of failure.
Figure 19. Experimental results for the complex cone (courtesy of Engenuity,
Ltd.). Figure 20. Simulated failure of the complex cone.
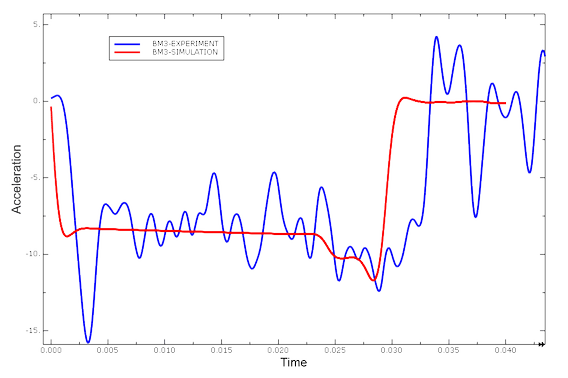
Acceleration histories of the experimental and analysis results correlate
well, as shown in
Figure 21.
The acceleration of the analysis approaches a constant value near zero after
the crushing event, as shown by the red curve. The acceleration of the
experimental results exhibit some experimental noise after passing through
zero, as shown by the blue curve.
Figure 21. Time history of the sled acceleration for the complex cone.
Verification Tests
This section contains a series of verification tests for
CZone for Abaqus.
These simple problems are intended to demonstrate some of the capabilities of
the CZone methodology used with an
Abaqus/Explicit
analysis and to allow you to confirm the results. An input file for each
verification problem can be extracted as described in
Fetching Sample Input Files.
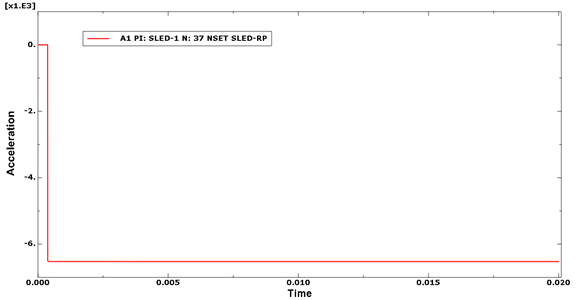
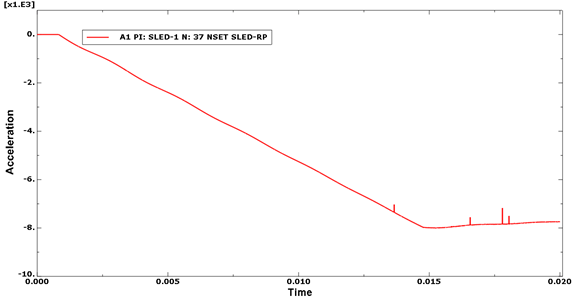
Single Strip
This first, simple example tests the failure of elements and the correct
calculation of the crushing forces through the
CZone for Abaqus
interaction. A sled, modeled as a discrete rigid body, impacts a simple
composite strip. The composite strip has an encastre boundary condition at one
end and is constrained to remain planar. The acceleration versus time history
should be constant once the crushing mode is established. The crushing stress
for the material is independent of the direction in which it is being crushed.
The results are obtained by running cza_v1_gc.inp. The
time history of the sled acceleration (history variable Spatial
acceleration: A1 PI: SLED-1 Node 37 in NSET SLED-RP) should be
plotted to confirm the constant loading, as shown in
Figure 22.
Figure 22. The time history of acceleration for the single strip.
Angled Strip
In this test the plate is angled relative to the strip of composite
material. The crushing force should gradually increase as the sled makes
contact with the strip before the crushing force becomes approximately
constant. The crushing stress for the material is independent of the direction
in which it is being crushed.
The results are obtained by running cza_v2_gc.inp. The
time history of the sled acceleration (history variable Spatial
acceleration: A1 PI: SLED-1 Node 37 in NSET SLED-RP) should be
plotted to confirm the loading, as shown in
Figure 23.
Figure 23. The time history of acceleration for the angled strip.
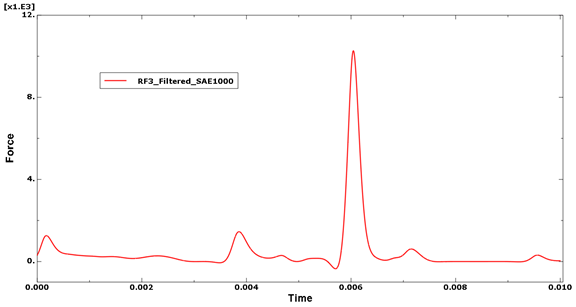
Bounce (Oblique Impact)
CZone for Abaqus
contact definitions are described in
CZone Methodology. This
example tests an oblique (non-crushing) impact. The input file for this example
is cza_v3_gc.inp. A composite strip is moving toward an
oblique rigid plate, which is constrained in all degrees of freedom. The
composite structure should hit and bounce clear from the plate. The filtered
time history of the force on the rigid reference node of the plate is shown in
Figure 24.
Figure 24. The time history of the force on the rigid reference node.
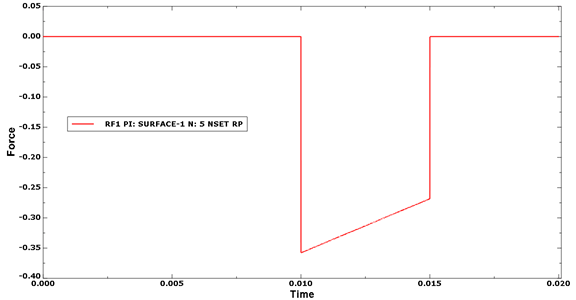
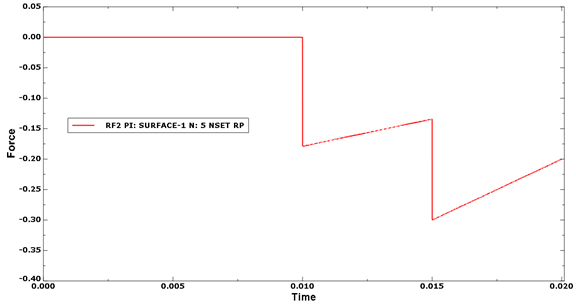
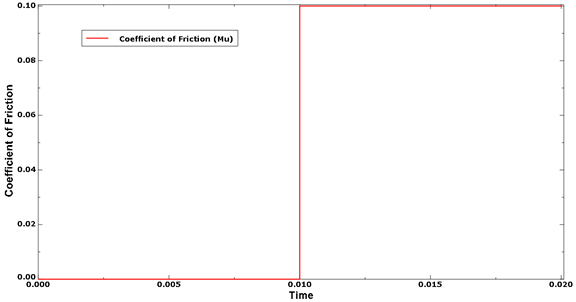
Friction
A very simple test is performed to check the friction calculations. The
input file for this example is cza_v4_gc.inp. Two parts
are defined, each containing a single element, but one part larger than the
other. The larger part is a rigid surface, encastre at the rigid reference
node, and the other is a very simple composite layup with two plies. The two
parts are pressed together by a distributed load acting on the composite.
Relative motion between the surfaces is induced by boundary conditions acting
at the corner points of the composite element. The effective coefficient of
friction can be calculated by monitoring the reaction force in the 1- and
2-directions and dividing it by the reaction force in the 3-direction.
Figure 25
and
Figure 26
show the friction forces in the 1- and 2-directions, respectively. The friction
coefficient is shown in
Figure 27.
Figure 25. The time history of friction force in the 1-direction. Figure 26. The time history of friction force in the 2-direction. Figure 27. Time history of the friction coefficient.
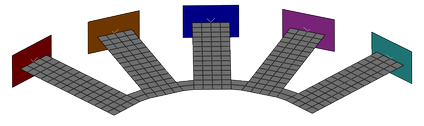
Five Finger
In this test a single composite specimen, with five fingers and a central
palm, is completely constrained. The composite has a simple layup composed of
10 layers of orthotropic material. The crush resistance is a function of angle
for this material defined for the crush stress. The input file for this example
is cza_v5_gc.inp.
Five individual sleds are defined, each paired with a finger on the
composite component, as shown in
Figure 28.
Figure 28. The initial configuration of the five finger model.
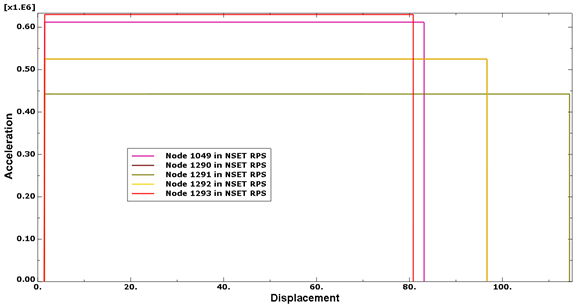
The sleds travel toward and along the length of the fingers with an initial
velocity. The progress of the sleds is resisted by the force required to crush
the composite fingers. The angular dependence of the crush resistance means
that each sled travels a different distance along the fingers. The displacement
versus acceleration for each sled is shown in
Figure 29.
Note:
Two of the curves—the ones for nodes 1290 and 1292—are identical, so
there appear to be only four curves in the graph. This is the result of the
angular properties of the second and fourth fingers having identical crushing
properties in the test direction.
Figure 29. The displacement versus acceleration for each of the five
sleds.
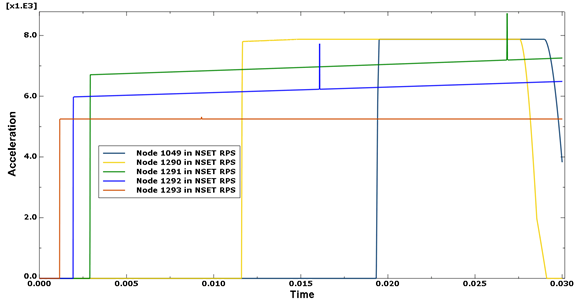
Velocity Dependence
This test uses the same composite geometry and layup of the
Five Finger
test. In this case the crush resistance is a function of crush velocity instead
of angle. The crush stress velocity factor defines a scaling factor that is
applied to the crush resistance based on velocity. The input file for this
example is cza_v6_gc.inp.
Five individual sleds are defined, each paired with a finger on the
composite component, as shown in
Figure 28.
Each sled travels with a different initial velocity defined along the length of
the finger. The progress of the sleds is resisted by the force required to
crush the composite fingers. The velocity-dependent crush properties and the
different initial velocities generate a different crushing resistance and,
therefore, a different acceleration, for each sled (see
Figure 30).
Figure 30. The time history of acceleration for the five sleds with different
initial velocities.
The geometry and layup of the plain cone benchmark is reused in this
verification problem. For information about the model, see
Plain Cone.
The cone is rotated relative to the sled, and the sled is constrained to remain
stationary. An initial velocity of 10 m/s is applied to the cone and to the 500
kg mass attached to the back of the composite structure. The input file for
this example is cza_v7_gc.inp.
A combination of crushing and brittle failure is predicted by the model. As
the front face of the cone makes contact with the rigid surface, it exhibits
brittle failure, peeling along the edges that join it to the side walls. This
exposes new edges to a crushing interaction with the rigid surface. The mixture
of brittle failure and crushing produces a noisy reaction force at the rigid
reference node.
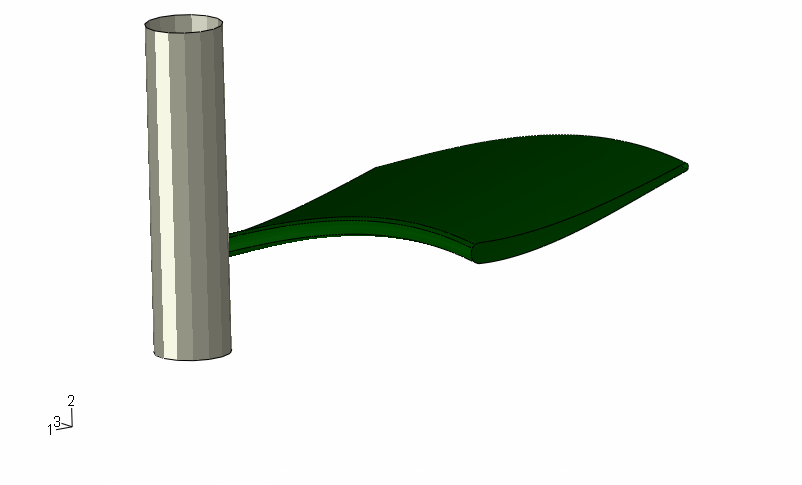
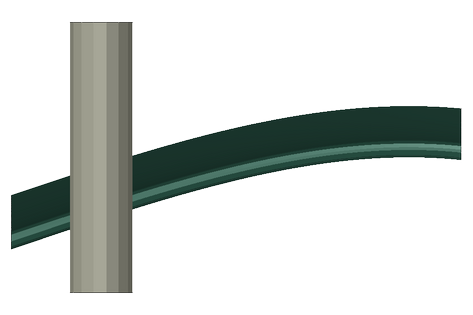
Leading Edge (Airfoil/F1 Wing)
Here, a simplified airfoil representing the nose cone of a Formula One car
makes contact with a rigid pole. The input file for this example is
cza_v8_gc.inp. The car is traveling at approximately 140
km/h. The initial impact causes brittle failure on the leading edge as the
composite makes contact with the cone. The model setup is shown in
Figure 31
and
Figure 32.
Figure 31. Airfoil contact, side view. Figure 32. Airfoil contact, front view.
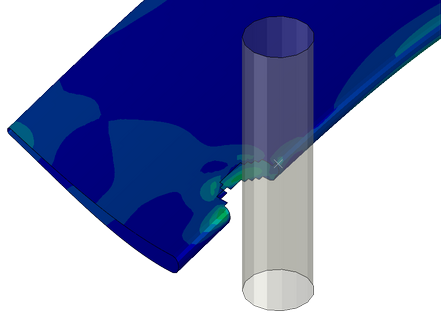
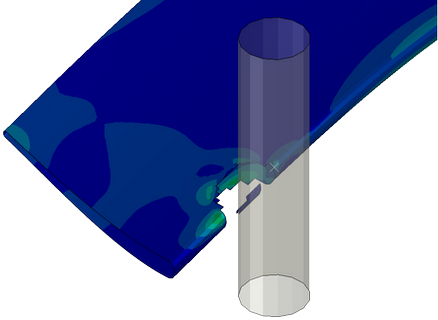
After initial impact, the failure mode becomes crushing as the impact
continues and new composite material is exposed. Eventually the forces become
too great, and failure is observed where the airfoil joins the nose (the
boundary condition on the edge of the airfoil away from the pole). As this
failure occurs, the composite structure rotates and the crushing ceases. This
verification problem tests the implementation of the Tsai-Wu failure criteria
and the transition from bouncing (hard contact) to crushing.
The difference in the failure modes is shown in Figure 33 and Figure 34. All failed elements from both crushing and brittle failure have been removed from
Figure 33. Only elements that failed as a result of crushing have been removed from Figure 34. The removal of failed elements in Abaqus/CAEis discussed in Output.
Figure 33. Airfoil with all failed elements removed. Figure 34. Airfoil with only crushed elements removed.
Composite Failure, Part One
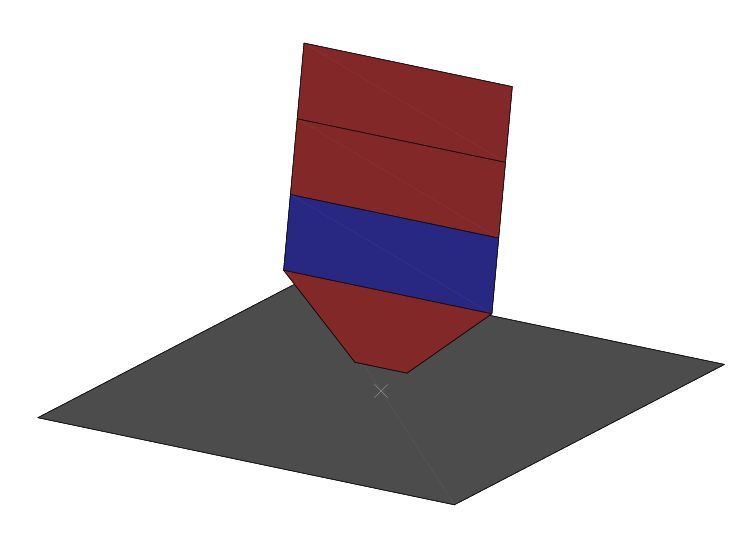
A tapered composite sample is crushed against a stationary rigid surface, as
shown in
Figure 35.
The input file for this example is cza_v9_gc.inp.
Figure 35. The composite failure model setup.
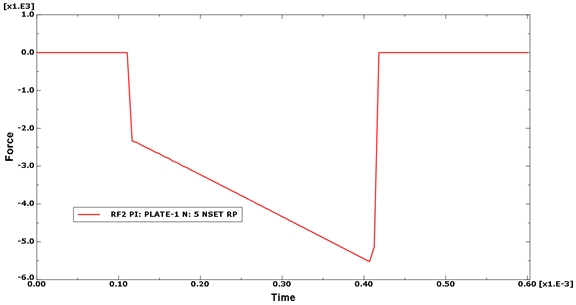
The crush force increases as the first tapered element crushes against the
rigid surface. The increasing load causes the element behind the tapered
element to fail as a result of brittle failure. The first element is free to
bounce from the surface as the rest of the structure continues toward it. The
reaction force at the rigid reference node is shown in
Figure 36.
Figure 36. The reaction force at the rigid reference node.
Composite Failure, Part Two
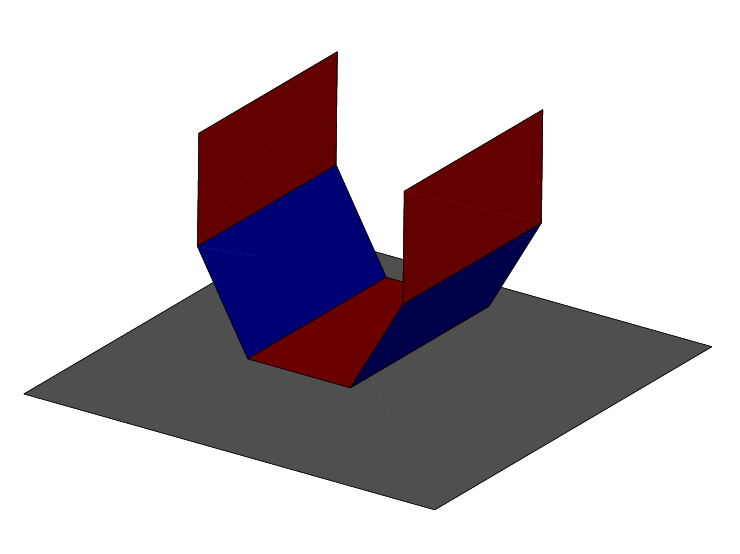
A coarse representation of a cylindrical component is used to test the
damage and failure of elements close to the crush zone interaction. The input
file for this example is cza_v10_gc.inp. The component,
shown in
Figure 37,
is pushed against a flat, rigid, encastre surface.
Figure 37. The composite failure model setup.
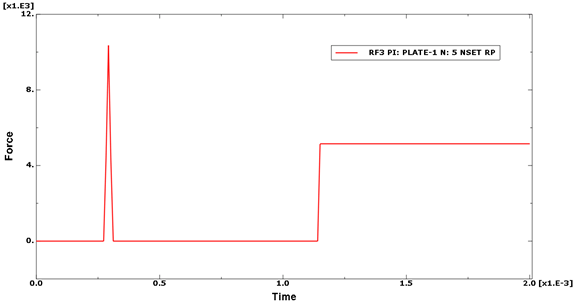
The first element bounces against the rigid surface and transfers the load
through the neighboring elements to the rest of the structure. Eventually the
two neighboring elements fail as a result of damage mechanisms. This releases
the central element, which bounces from the surface. The component continues to
move toward the rigid surface, and eventually the side walls begin to crush.
The time history of the reaction forces is shown in
Figure 38.
Figure 38. Reaction forces during the composite failure.
Input File Template
The following template includes the basic Abaqus options and all of the available CZone for Abaqus options required to create a crushing analysis. There are two blocks in the template,
each starting with a material definition. The first block is for use with Tsai-Wu damage
initiation. The second block is for use with Hashin damage initiation. The rest of the
template continues with all material references made to the Tsai-Wu model. The template uses
the parts and instances input file format
used in Abaqus/CAE; however, CZone for Abaqus does not require that you use this format.
HEADING
…
PART, NAME=Part-1Node, element, section, set, and surface definitionsEND PARTASSEMBLY, NAME=Assembly-1INSTANCE, NAME=i1, PART=Part-1<positioning data>Additional set and surface definitions (optional)END INSTANCEAssembly level set and surface definitions
…
END ASSEMBLY
**
**Material with Tsai-Wu damage
**
MATERIAL, NAME=material1PARAMETERIndependent parameter definitions for plane stress orthotropic elasticityELASTIC, TYPE=LAMINAData lines to define the material constantsData lines to define the material constants with damage evolutionDEPVAR, DELETE=1
Data lines to define the 3 dependent variables (status, Tsai-Wu, and stiffness degradation)USER DEFINED FIELD, CZONE, PROPERTIES=16
Data lines to define Tsai-Wu failure stresses and the original material stiffness and absorbed energyCRUSH STRESSData lines to define the crush stress as a function of orientationCRUSH STRESS VELOCITY FACTORData line to define the stress scaling factor as a function of relative velocity (optional)
**
**End Tsai-Wu material definition
**
**
**Material with Hashin damage
**
MATERIAL, NAME=material2PARAMETERIndependent parameter definitions for plane stress orthotropic elasticityELASTIC, TYPE=LAMINAData lines to define the material constantsDAMAGE INITIATION, CRITERION=HASHINData lines to define the Hashin failure criterionDAMAGE EVOLUTIONData lines to define the evolution of damage leading to eventual failureCRUSH STRESSData lines to define the crush stress as a function of orientationCRUSH STRESS VELOCITY FACTORData line to define the stress scaling factor as a function of relative velocity (optional)
**
**End Hashin material definition
**
SURFACE INTERACTION, NAME=Int-1FRICTIONSpecify the friction coefficientINITIAL CONDITIONS, TYPE=VELOCITYNodeset1, dof, initial_velocity
**
STEP, NAME=Step-1DYNAMIC, Explicit
, time
**
**Optional boundary condition for use with CRUSH STRESS VELOCITY FACTOR
**
BOUNDARY, TYPE=VELOCITYData line to define stress scaling factor and relative velocityCONTACTCONTACT INCLUSIONS, ALL EXTERIORCONTACT PROPERTY ASSIGNMENT
, , Int-1
**
**Output requests
**
RESTART, WRITE, NUMBER INTERVAL=integer, TIME MARKS=NOOUTPUT, FIELD, VARIABLE=PRESELECT
...
Specify desired element, contact, and history output requestsEND STEP