Thermomechanical Analysis of Powder Bed–Type Additive Manufacturing Processes Using the Trajectory-Based Method
Special-purpose techniques and user subroutines are available to
define the relevant process parameters for material deposition and heat
sources.
These internal built-in user subroutines are accessed by
starting names and types with
"ABQ_" as described below.
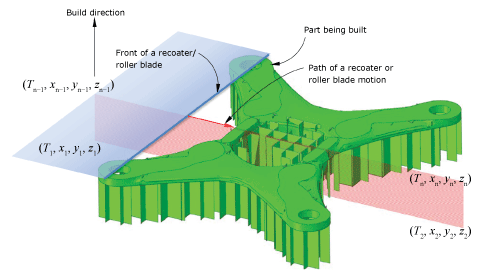
In a powder bed–type additive manufacturing (AM) process, such
as selective laser sintering (SLS) and stereolithography
(SLA), a recoater or a roller blade deposits a single layer
of raw material. Then, a high-powered laser scans a single cross-section of the part over the
layer of raw material to fuse it with the previously laid layer underneath (see Figure 1). The layer-upon-layer raw material deposition is simulated by
progressive element activation in a structural or a thermal analysis, and the laser-induced
heating is simulated by a moving heat flux in a thermal analysis. Figure 1. Recoater or roller blade motion in a powder bed–type
AM process.
Specifying Progressive Element Activation
The layer-by-layer deposition of raw material from a recoater or roller
blade is simulated using progressive element activation in a structural or a
thermal analysis. The following steps are required to define the deposition
process completely:
Define the motion of the center
point of the recoater in an event series following the convention for infinite
line toolpath-mesh intersection (see
Infinite Line Toolpath-Mesh Intersection).
Create a table collection with a
name that begins with
"ABQ_AM". The table collection must contain a
parameter table of type
"ABQ_AM_MaterialDeposition".
In the parameter table, include a reference to the
event series for the material deposition, and set the deposition process type to
"Roller".
Refer to the table collection in
the progressive element activation.
Abaqus
activates elements automatically according to the specified material deposition
sequence.
A dedicated collection of parameter table, property table, and event series types is
available to include all of the definitions required by special-purpose techniques for
additive manufacturing. You can use the abaqus fetch utility to
obtain the file containing all of the type definitions of parameter tables, property tables,
and event series required by the special-purpose techniques for additive manufacturing as
follows:
abaqus fetch job=ABQ_am_special_purpose_types.inp
Input File Usage
Use the following
options to define progressive element activation in a thermal or a structural
analysis:
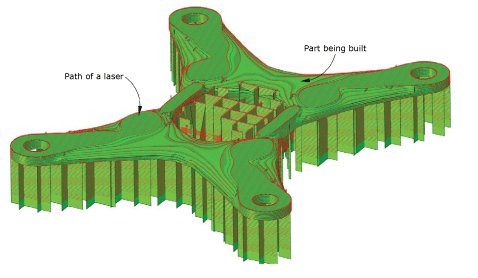
You can approximate the laser spot as a concentrated moving heat flux if the
size of the finite elements used in a thermal analysis is significantly larger
than the size of the laser spot (see
Figure 2).
The following steps are required to define the concentrated moving heat source
completely:
Define the scanning trajectory
and power of the laser in an event series following the convention for point
toolpath-mesh intersection (see
Point Toolpath-Mesh Intersection).
Create a table collection with a
name that begins with
"ABQ_AM". The table collection must contain a
parameter table of type
"ABQ_AM_MovingHeatSource".
In the parameter table, include a reference to the
event series for the point heat source and set the heat source type to
"Concentrated".
Refer to the table collection in
the distributed load definition.
Abaqus
computes and applies moving heat fluxes to each element automatically according
to the specified scanning trajectory.
Figure 2. Path of a laser heat source.
Input File Usage
Use the
following options to define a concentrated moving heat flux:
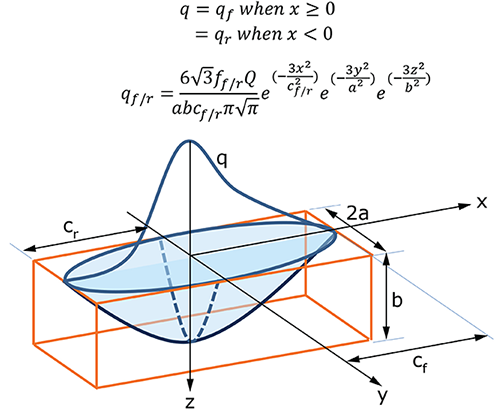
Specifying a Moving Heat Source with a Goldak Distribution
If the size of the finite elements used in a thermal analysis is comparable to the size of the
laser spot, the laser power, Q, can be distributed over a volume based on the Goldak rule of
laser energy distribution. Figure 3 shows the Goldak expression for energy distribution,
q, from a laser source. The local x-axis
indicates the laser motion direction defined by an event series segment. The following steps
are required to define the moving heat source completely:
Define the trajectory of the
laser spot in an event series similar to the definition of the concentrated
moving heat source.
In the parameter table of type "ABQ_AM_MovingHeatSource" include a reference to the
event series for the moving heat source and set the heat source type to
"Goldak".
In the parameter table of type "ABQ_AM_MovingHeatSource_Goldak" define the
parameters of the Goldak distribution (a, b,
cf, cr, ff, and
fr).
Refer to the table collection in
the distributed load definition.
Abaqus
computes and applies the moving distributed heat fluxes automatically according
to the specified Goldak distribution and scanning trajectory.
Figure 3. Goldak expression for energy distribution.
Input File Usage
Use the
following options to define a moving heat source with the Goldak
distribution:
Specifying a Moving Heat Source with a Uniform Distribution
If the size of the finite elements used in a thermal analysis is comparable
to the size of the laser spot, the laser power can be distributed uniformly
over a box-shaped volume. The following steps are required to define the moving
heat source completely:
Define the trajectory of the
laser spot in an event series similar to the definition of the concentrated
moving heat source.
In the parameter table of type "ABQ_AM_MovingHeatSource", include a reference to the
event series for the moving heat source, and set the heat source type to
"Uniform".