Elements tested
DC3D4
DC3D8
ProductsAbaqus/Standard Elements testedDC3D4 DC3D8 Features testedThis section provides basic verification tests of energy balance in heat transfer analyses of powder bed-type additive manufacturing processes where:
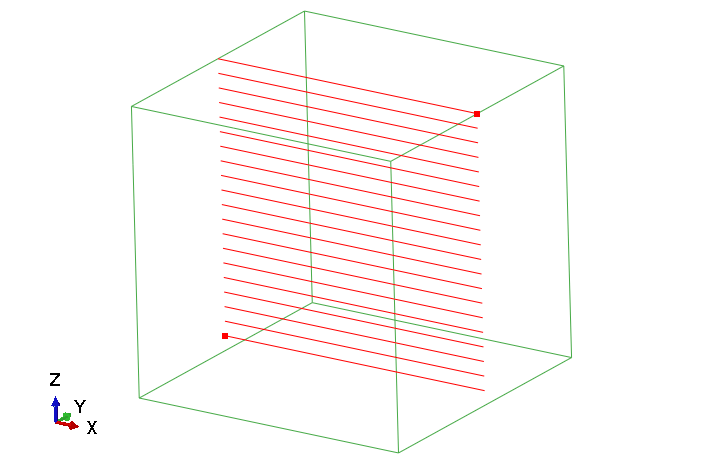
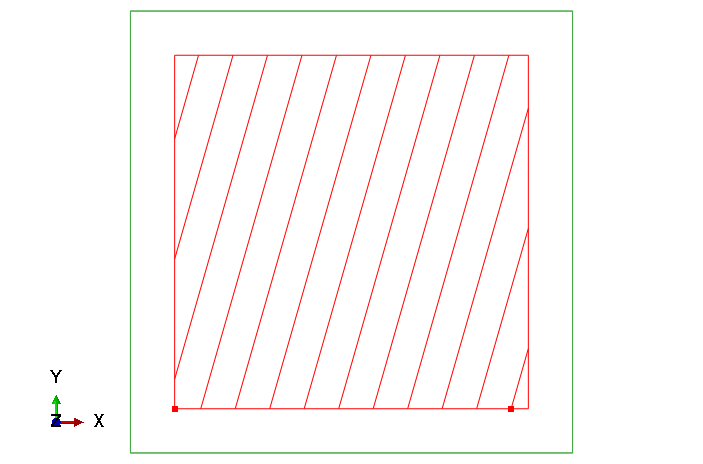
Problem descriptionEach model simulates powder bed-type additive manufacturing processes of three disconnected cubes with dimensions 1.0 × 1.0 × 1.0. The analyses use the special-purpose techniques for powder bed-type additive manufacturing processes in Abaqus/Standard (see Thermomechanical Analysis of Powder Bed–Type Additive Manufacturing Processes Using the Trajectory-Based Method and Thermomechanical Analysis of Powder Bed–Type Additive Manufacturing Processes Using the Pattern-Based Method).
Results and discussionBased on the heat energy balance, energy input by the laser should be equal to the increase of the internal heat energy of the cube. Therefore, the final steady-state temperature of a cube can be computed analytically, where = 0.15646 is the total time of the laser scanning and = 1.0 is the volume of the cube. The simulation results of the final steady-state temperature were found to be within 1% of the analytical solution, as shown in Table 1 and Table 2. For the trajectory-based method, output variable ALLHUMDFLUX, which is the total heat energy input into the whole model (consisting of three cubes), also agrees with the analytical solution Abaqus estimates the amount of energy deposited into the structure based on the scan pattern definition when the pattern-based method is used. The output variable ALLHUMDFLUX for one cube indicates the total heat energy input = , which is higher than the heat energy input in analyses performed using the trajectory-based method. Therefore, the final steady-state temperature of a cube can be computed analytically,
Input files
The trajectory-based method
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||