Sequential thermomechanical analysis of a laser powder bed fusion
build
This example illustrates the sequential thermomechanical analysis
of a laser powder bed fusion three-dimensional build of a bridge structure.
The model in this problem is created based on the AMB2018-01
Additive Manufacturing benchmark problem published by the National Institute of
Standards and Technology (NIST). A transient
heat transfer analysis is performed first taking into account the material
deposition sequence and the scanning path of the laser beam. The temperature
field of the transient heat transfer analysis is then used to drive a
subsequent static structural analysis. The predicted results of distortions and
residual elastic strains show good correlation with the benchmark test data.
This example demonstrates the following
Abaqus
features and techniques:
using temperature-dependent thermal and mechanical properties;
performing thermomechanical simulation of additive manufacturing
processes, including techniques of progressive element activation, progressive
heating by a moving nonuniform heat flux, and progressive cooling on evolving
free surfaces; and
using special-purpose techniques for additive manufacturing.
Additive manufacturing (AM) technology has revolutionized design and
manufacturing. Laser powder bed fusion (LPBF) is one of the common additive
manufacturing technologies. During laser powder bed fusion, the recoater first
deposits a thin layer of material powder, and then the laser beam scans along a
predefined path acting as a heat source to melt and bind the powdered material
into a solid structure. This process is repeated until the desired
three-dimensional part is printed layer by layer.
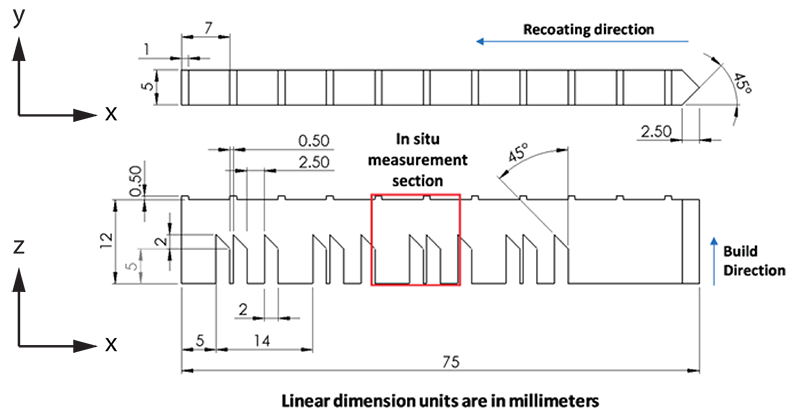
Geometry
As shown in
Figure 1,
the bridge structure is 75 mm long, 5 mm wide, and 12 mm tall, with twelve legs
that are of three different sizes. The bridge is positioned on a build plate.
The length, width, and height of the build plate are 90mm, 15mm, and 12.7 mm,
respectively.
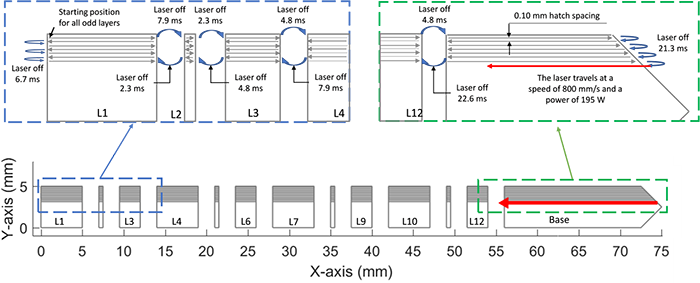
Laser scan strategy and parameters
For each layer, a contour scan is followed by an infill scan. The contour
scan laser travels at a speed of 900 mm/s using a power of 100 W. The infill
scan laser has a speed of 800 mm/s and a power of 195 W. The laser diameters
for both contour and infill are 50 μm. For odd-numbered layers, the infill
scans are horizontal lines (parallel to the X-axis) that
are separated by 0.1 mm (hatch spacing), as shown in
Figure 2.
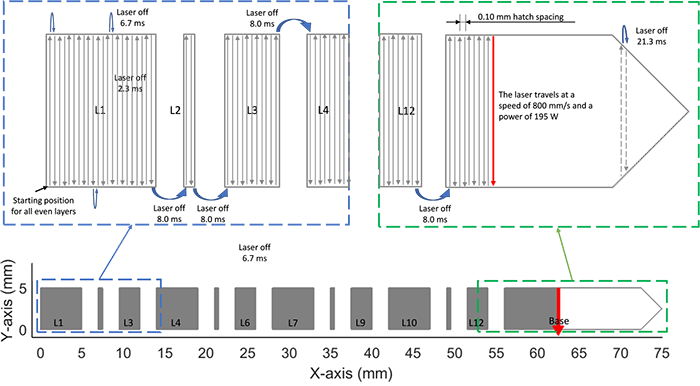
For even-numbered layers, the infill scans are vertical lines (parallel to the
Y-axis) that are also separated by 0.1 mm, as shown in
Figure 3.
Recoater parameters
The recoating blade spreads powder across the powder bed surface at a speed
of 80 mm/s. Each powder layer is 0.02 mm thick, and a total of 625 layers is
needed to build the bridge structure. The average printing time for each layer
in the legs (z=0.02 mm to z=5.00 mm)
is 52 s.
Abaqus modeling approaches and simulation techniques
Abaqus/Standard
provides a general framework for modeling common additive manufacturing
processes, such as laser powder bed fusion. At the core of the
Abaqus
additive manufacturing technology is the toolpath-mesh intersection module—a
powerful geometry-based engine that takes process toolpath data as input and
intersects it with an arbitrary mesh. The time-location history of both
material deposition sequence (recoater motion) and heating source (laser beam
scanning path) can be represented by an event series in the form of a table of
time, spatial coordinates, and process parameters. The toolpath-mesh
intersection module takes the event series data and automatically computes all
of the information required to activate elements and apply the proper thermal
energy to the model. Table collections that encapsulate parameter tables or
property tables can be used to define additional process parameters needed for
the simulation.
The toolpath-mesh intersection module uses the current position of the
recoater and the finite element mesh of the bridge structure to compute which
elements are active at any given time. These elements are included in a
specific progressive element activation definition so that they can be
activated in the required time increment. Full activation is used in this
analysis. When an element is activated, its volume fraction is set to one. (See
Progressive Element Activation.)
Progressive heating
The energy deposition into the system is computed by taking into account the
actual path of the heat source. The toolpath-mesh intersection module provides
the information pertaining to the energy deposition. The laser heat source can
be modeled as a concentrated moving heat flux. (See
Specifying a Concentrated Moving Heat SourceF.)
A transient heat transfer analysis is first performed to obtain the
temperature distribution during the build process. The total step time includes
the addition of 600 seconds of cooling time after the last heating event
defined by the laser event series.
Mesh design
The mesh of the bridge structure consists of 8-node linear diffusive heat
transfer DC3D8 elements. The elements vary in size but have a common
characteristic height of 0.2 mm so that there are approximately ten layers of
material in each element. The build plate is more coarsely meshed with DC3D8 elements.
Materials
The material for both the build part and the plate is nickel-based
superalloy IN625. The density is taken as 8.44 × 10–9
ton/mm3. The liquidus temperature is 1350°C, the solidus temperature
is 1290°C, and the latent heat of fusion is 272 × 109 mJ/tonne.
The Stefan-Boltzmann constant is taken as 5.67 × 10–11
mW/(mm2·K4). The absolute zero is set at –273.15°C. The
film coefficient is 0.018 mW/(mm2·°C). For radiation heat transfer,
the emissivity is 0.45.
Initial conditions
An initial temperature of 80°C is applied to the build plate. The initial
temperature of the build part is 40°C, which corresponds to the temperature of
the powder material as it is spread from the powder bed reservoir.
Loads
The bottom of the build tray is held at a constant 80°C. Film and radiation
conditions are applied to the evolving free surfaces during the build process.
The reference ambient temperature is taken to be 40°C. The table collection
ABQ_AM.Moving Heat Flux.1 referenced from the distributed
flux loading defines the laser as a moving heat source.
Constraints
The connection between the bottom surface of the bridge and the top surface of the build plate is
modeled as a tie constraint with the top surface of the plate as the main surface.
Output requests
Nodal temperature (NT) is requested at time points corresponding to each layer's
build time.
Structural analysis
Mesh design
Full-integration solid C3D8 elements are used for both the bridge and the build plate,
maintaining the same mesh topology used in the heat transfer analysis.
Materials
The temperature-dependent coefficient of thermal expansion, elastic modulus,
and Poisson's ratio are shown in
Table 1.
Orthotropic plasticity with hardening is used. The material's yield stress is
725 MPa in the horizontal x- and
y-directions and 615 MPa in the vertical
z-direction. The stress ratio, R33, is 0.8483.
The stress corresponding to a plastic strain of 0.35 is 990 MPa in the
horizontal directions, and the stress in the vertical direction is scaled with
the same stress ratio as that used for the yield stress (source:
http://www.eos.info/material_m/werkstoffe/download/NickelAlloy_IN625.pdf).
Initial conditions
In the structural analysis the initial temperature of the build part
represents a relaxation temperature (not room temperature) above which thermal
straining induces negligible thermal stress (see
Controlling the Scale of the Simulation and the Solution Fidelity).
Upon material activation, it represents the temperature from which the initial
thermal contraction occurs. In this analysis the initial temperature of the
bridge is set to 750°C. The initial temperature for the build plate is 80°C.
Boundary conditions
The bottom of the build plate is fixed in all degrees of freedoms.
Predefined fields
The thermal results for each increment during the previous transient heat
transfer analysis are applied to the structural analysis as predefined fields.
Abaqus
automatically maps the nodal values of temperature by interpolation (both in
space and time) of the previous results.
Constraints
Similar to the heat transfer analysis, a tie constraint is used to model the connection between
the bottom surface of the bridge and the top surface of the build plate, with the top
surface of the plate as the main surface.
Output requests
Nodal displacement (U) and displacement measured from the time the node is activated
(UACT) are requested at time points corresponding to the build time
of every eighth layer to reduce the size of the output database. Stress (S) and elastic strain (EE) are requested at the end of printing and after cutting. You
can also request logarithmic strain (LE), plastic strain (PE), equivalent plastic strain (PEEQ), and the volume fraction of the material in the current
element (EACTIVE).
Discussion of results and comparison of cases
In the physical test the part is cut via wire electron discharge machining
(EDM) such that only the end portion of the
part remains attached to the plate. In the simulation the cut process is
modeled in a separate step with the model change feature to remove a layer of
elements near the bottom of the legs. The cut section of the part deflects
upward from relaxation of the as-built residual stresses.
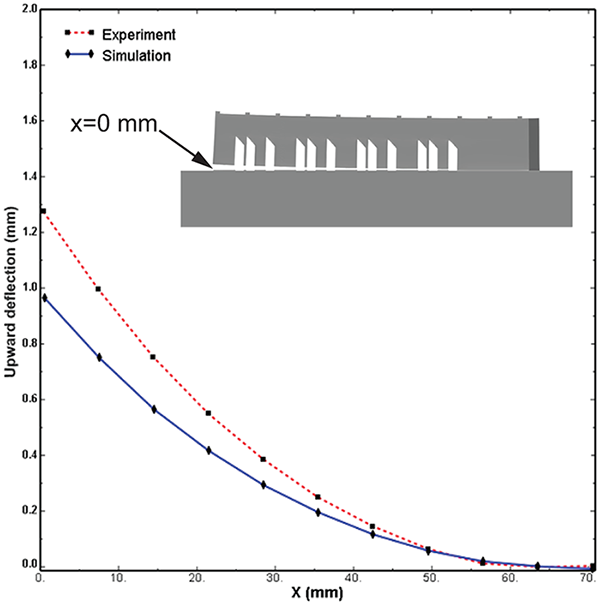
Distortion
The distortion values are measured by the difference of the vertical
deflection after and before the cut for the top of 11 ridges along the center
plane. Thus, ,
where
is the vertical deflection of edge i. The distortions
along the path are shown in
Figure 4.
The solid blue curve is the simulation result, and the dashed red curve is the
benchmark test data.
Residual elastic strain
Residual elastic strain contour plots within the as-built bridge structure
are generated and compared with the x-ray diffraction measurements results.
Figure 5
and
Figure 6
(https://www.nist.gov/ambench/results-chal-amb2018-01-rs-part-residual-strains) show the simulation results and
benchmark test results of the elastic strain in the
x-direction. The simulation results and benchmark test
results of the elastic strain in the z-direction are shown
in
Figure 7
and
Figure 8
(https://www.nist.gov/ambench/results-chal-amb2018-01-rs-part-residual-strains).
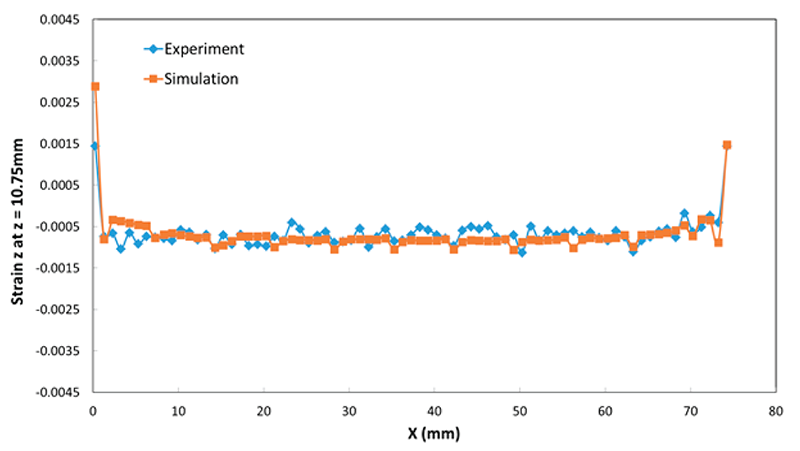
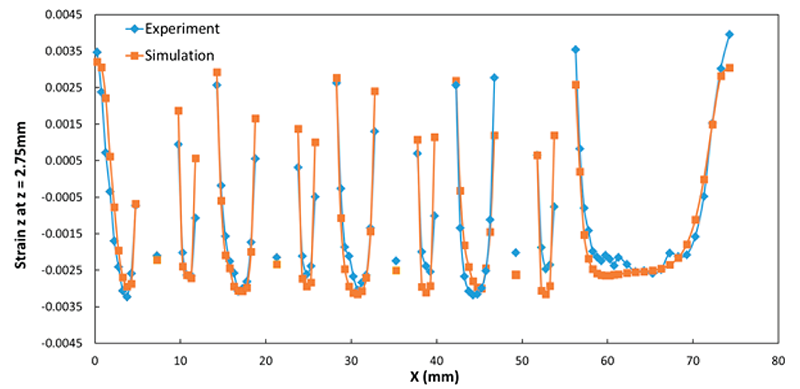
Figure 9
and
Figure 10
show the comparison between x-ray diffraction measurements and simulation
results of the strain in the z-direction along the
z=10.75 mm and z=2.75 mm paths in the
center plane. Good correlation is found between the simulation results and the
benchmark test data.
Acknowledgements
SIMULIA
gratefully acknowledges TWI Ltd for their
collaboration in developing this model and the National Institute of Standards
and Technology for creating the Additive Manufacturing benchmark test
series.
Types of property tables, parameter tables, and event series
used by the special-purpose techniques for the simulation of common additive
manufacturing processes in
Abaqus.