Thermomechanical Analysis of FDM- and LDED-Type Additive Manufacturing Processes
Special-purpose techniques and user subroutines are available for
FDM- and LDED-type additive manufacturing processes.
These internal built-in user subroutines are accessed by
starting names and types with
"ABQ_" as described below.
In a fusion deposition modeling (FDM)-type additive manufacturing process,
the raw material is injected through a nozzle onto a platform. The nozzle
traces the cross-section pattern for each layer with the raw material.
Materials are typically deposited layer-upon-layer until the build is complete.
The raw material can be deposited in a molten state and then hardens as it
cools. In some processes, such as laser direct energy deposition (LDED), the
raw material is injected in a powdered form and then heated in place by a laser
beam.
Specifying Progressive Element Activation
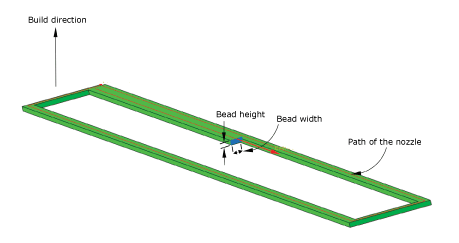
The deposition of raw material from a moving nozzle is simulated using
progressive element activation in a structural or a thermal analysis. The
cross-section of the nozzle and the bead of the material being deposited are
assumed to be rectangular (see
Figure 1).
The following steps are required to define the deposition process completely:
Define the motion of the nozzle
in an event series.
In the parameter table of type "ABQ_AM_MaterialDeposition", include a reference to
the event series for the nozzle motion, and set the deposition process type to
"Bead".
In the parameter table of type
"ABQ_AM_MaterialDeposition_Bead", define the
process parameters, such as the height and width of the bead.
Refer to the table collection in
the progressive element activation.
Abaqus
activates elements automatically according to the specified nozzle trajectory.
Figure 1. Progressive element activation for
FDM and LDED
processes.
A dedicated collection of parameter table, property table, and event series types is
available to include all of the definitions required by special-purpose techniques for
additive manufacturing. You can use the abaqus fetch utility to
obtain the file containing all of the type definitions of parameter tables, property tables,
and event series required by the special-purpose techniques for additive manufacturing as
follows:
abaqus fetch job=ABQ_am_special_purpose_types.inp
Input File Usage
Use the
following options to define element activation for an FDM- or LDED-type
process:
Specifying Progressive Element Activation for a Material Bead with Variable Size and
Orientation
You can simulate the deposition of a raw material bead from a moving nozzle using
progressive element activation in a structural or a thermal analysis. The height, width, and
orientation of the rectangular cross-section of the bead of the deposited raw material can
vary with time.
The following steps are required to define the deposition process completely:
Define an event series of type "ABQ_AM_MovingHeatSource_5AxisStrategy_VariableCrossSection". Define the
motion of the nozzle, on/off state of the nozzle, the varying height and width of the
rectangular cross-section of the bead, and the local direction vector that defines the bead orientation in the six fields of the event
series.
In the parameter table of type "ABQ_AM_MaterialDeposition"", include a reference to the event series for the
nozzle motion, and set the deposition process type to "Bead". The
direction defined by the local direction in the event series overrides the stacking direction defined in this
parameter table.
In the parameter table of type "ABQ_AM_MaterialDeposition_Bead", define the process parameters, such as the
nominal height and width of the bead.
In the parameter table of type "ABQ_AM_MovingHeatSource_5AxisStrategy"", define the field positions in the
event series that define the three components of the local direction vector .
Refer to the table collection in the progressive element activation.
A dedicated collection of parameter table, property table, and event series types is
available to include all of the definitions required by special-purpose techniques for
additive manufacturing. You can use the abaqus fetch utility to
obtain the file containing all of the type definitions of parameter tables, property tables,
and event series required by the special-purpose techniques for additive manufacturing as
follows:
abaqus fetch job=ABQ_am_special_purpose_types.inp
Input File Usage
Use the following options to define element activation for an FDM- or LDED-type
process:
The toolpath-mesh intersection module can attach only a single element set to each event
series. If you define an event series to activate a bead of material and use the same event
series to define the path of a heat source, the heat source applies only to the elements in
the bead. To apply the heat source to additional elements, you should define two separate
event series, one for the material deposition and one for the moving heat source.
Specifying Free Surface Radiation and Convective Heat Transfer