Now that we have obtained an acceptable solution to the forming
analysis, we can try to obtain similar acceptable results using less computer
time.
Most forming analyses require too much computer time to be run in
their physical time scale because the actual time period of forming events is
large by explicit dynamics standards; running in an acceptable amount of
computer time often requires making changes to the analysis to reduce the
computer cost.
There are two ways to reduce the cost of the analysis:
Artificially increase the punch velocity so that the same forming
process occurs in a shorter step time. This method is called load
rate scaling.
Artificially increase the mass density of the elements so that the
stability limit increases, allowing the analysis to take fewer increments. This
method is called mass scaling.
Unless the model has rate-dependent materials or damping, these two methods
effectively do the same thing.
Determining acceptable mass
scaling
Loading rates
and
Metal forming problems
discuss how to determine acceptable scaling of the loading rate or mass to
reduce the run time of a quasi-static analysis. The goal is to model the
process in the shortest time period in which inertial forces remain
insignificant. There are bounds on how much scaling can be used while still
obtaining a meaningful quasi-static solution.
As discussed in
Loading rates,
we can use the same methods to determine an appropriate mass scaling factor as
we would use to determine an appropriate load rate scaling factor. The
difference between the two methods is that a load rate scaling factor of
has the same effect as a mass scaling factor of .
Originally, we assumed that a step time on the order of the period of the
fundamental frequency of the blank would be adequate to produce quasi-static
results. By studying the model energies and other results, we were satisfied
that these results were acceptable. This technique produced a punch velocity of
approximately 4.3 m/s. Now we will accelerate the solution time using mass
scaling and compare the results against our unscaled solution to determine
whether the scaled results are acceptable. We assume that scaling can only
diminish, not improve, the quality of the results. The objective is to use
scaling to decrease the computer time and still produce acceptable results.
Our goal is to determine what scaling values still produce acceptable
results and at what point the scaled results become unacceptable. To see the
effects of both acceptable and unacceptable scaling factors, we investigate a
range of scaling factors on the stable time increment size from
to 5; specifically, we choose ,
,
and 5. These speedup factors translate into mass scaling factors of 5, 10, and
25, respectively.
To apply a mass scaling factor:
Create a set containing the blank named
Blank.
Edit the step Holder force.
In the Edit Step dialog box, click the Mass
scaling tab and toggle on Use scaling definitions
below.
Click Create. Accept the default selection of
semi-automatic mass scaling. Select set Blank as the
region of application, and enter a value of 5
as the scale factor.
Create a job named Forming-3--sqrt5. Give
the job the description Channel forming -- attempt 3, mass
scale factor=5.
Save your model, and submit the job for analysis. Monitor the solution
progress; correct any modeling errors that are detected, and investigate the
cause of any warning messages.
When the job is finished, change the mass scaling factor to 10. Create and
run a new job named Forming-4--sqrt10. When
this job has completed, change the mass scaling factor again to 25; create and
run a new job named Forming-5--5. For each of
the last two jobs, modify the job descriptions as appropriate.
First, we will look at the effect of mass scaling on the equivalent plastic
strains and the displaced shape. We will then see whether the energy histories
provide a general indication of the analysis quality.
Evaluating the
results with mass scaling
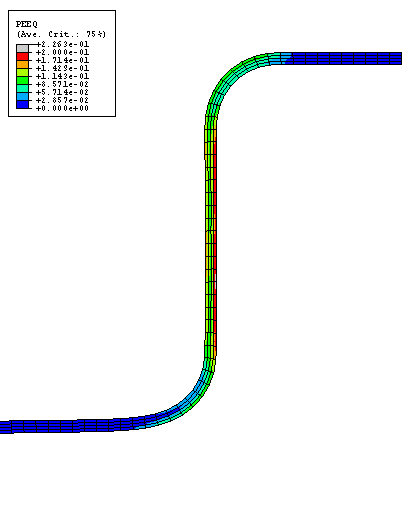
One of the results of interest in this analysis is the equivalent plastic
strain, PEEQ. Since we have already seen the contour plot of PEEQ at the completion of the unscaled analysis in
Figure 2,
we can compare the results from each of the scaled analyses with the unscaled
analysis results.
Figure 1
shows PEEQ for a speedup of
(mass scaling of 5),
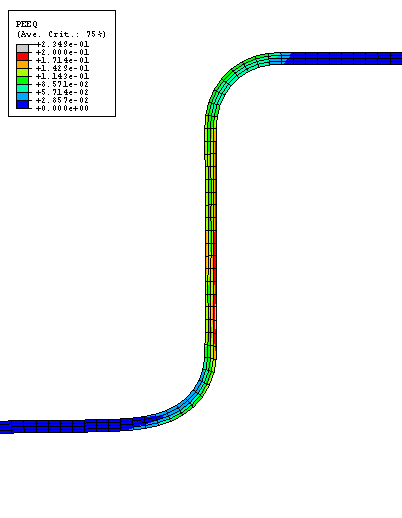
Figure 2
shows PEEQ for a speedup of
(mass scaling of 10), and
Figure 3
shows PEEQ for a speedup of 5 (mass scaling of 25).
Figure 4
compares the internal and kinetic energy histories for each case of mass
scaling. The mass scaling case using a factor of 5 yields results that are not
significantly affected by the increased loading rate. The case with a mass
scaling factor of 10 shows a high kinetic-to-internal energy ratio, yet the
results seem reasonable when compared to those obtained with slower loading
rates. Thus, this is likely close to the limit on how much this analysis can be
sped up. The final case, with a mass scaling factor of 25, shows evidence of
strong dynamic effects: the kinetic-to-internal energy ratio is quite high, and
a comparison of the final deformed shapes among the three cases demonstrates
that the deformed shape is significantly affected in the last case.
Figure 1. Equivalent plastic strain PEEQ for speedup of
(mass scaling of 5). Figure 2. Equivalent plastic strain PEEQ for speedup of
(mass scaling of 10). Figure 3. Equivalent plastic strain PEEQ for speedup of 5 (mass scaling of 25). Figure 4. Kinetic and internal energy histories for mass scaling factors of 5,
10, and 25, corresponding to speedup factors of ,
,
and 5, respectively.
Discussion of
speedup methods
As the mass scaling increases, the solution time decreases. The quality of
the results also decreases because dynamic effects become more prominent, but
there is usually some level of scaling that improves the solution time without
sacrificing the quality of the results. Clearly, a speedup of 5 is too great to
produce quasi-static results for this analysis.
A smaller speedup, such as ,
does not alter the results significantly. These results would be adequate for
most applications, including springback analyses. With a scaling factor of 10
the quality of the results begins to diminish, while the general magnitudes and
trends of the results remain intact. Correspondingly, the ratio of kinetic
energy to internal energy increases noticeably. The results for this case would
be adequate for many applications but not for accurate springback analysis.