Demoldable Surface (SURF_DEMOLD) | ||||||
|
| |||||
| CLIENT / Applicable for | SHAPE_CONTROLLER | SHAPE_SENSITIVITY |
|---|---|---|
| SURF_DEMOLD | OK | OK |
Controller-Based Optimization
Defining a demolding or forging restriction involves specifying the manufacturing direction. The area to restrict is defined using a node group of surface nodes. Demolding in the specified direction or forging against this direction is maintained during optimization and undercuts are avoided. The link condition for the demold restriction is defined as follows:
CLIENT = SURF_DEMOLD
DEMOLD_DIR = <x_1>,<x_2>,<x_3>
CS = name_of_coord_system
CHECK_GROUP = name_of_node_group
TOL = <tol_1>, <tol_2>, <tol_3>
The direction defined by the DEMOLD_DIR specifies the demolding direction
respectively the negative forging direction. All nodes in the node group are checked for
undercuts and for demolding against the specified CHECK_GROUP. This group
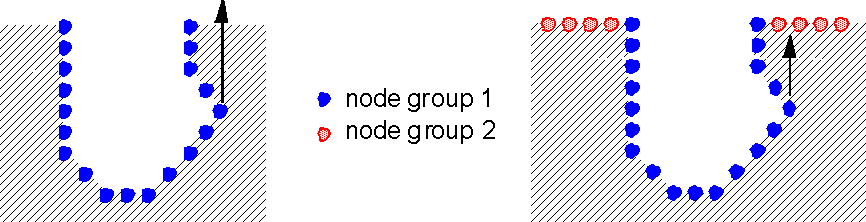
of surface nodes should qualify the cast sufficiently. In the simplest case, the group of
all surface nodes can be chosen. In the following figure, node group 1 describes the
demolding area. If the check group contains only node group 1 the undercut is not detected
because the check group describes no restricting surface. Only node group 1 and 2 together
qualify a surface to detect undercuts reliably.
In addition, an angle for the surface inclination might be specified using the ANGLE parameter:
ANGLE = <real>
 |
The undercut tolerance specifies the maximum valid undercut (default = 0):
UNDERCUT_TOL = <real>
Important:
|
- In the event of an error like
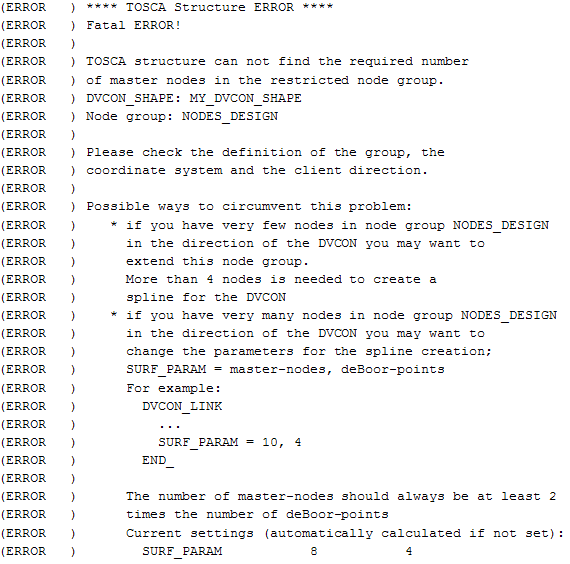
it might help setting SURF_PARAM. Important is that <main_areas> must be larger than 4 and at least double the size of <net_points>. Good values are, for example, SURF_PARAM = 12, 4.
Important:
|
Sensitivity-Based Optimization
The commands used to set up the demold manufacturing constraint for sensitivity-based shape optimization does not differ much
from how to set it up for the controller-based shape optimization, but the enforcement happens in another way.
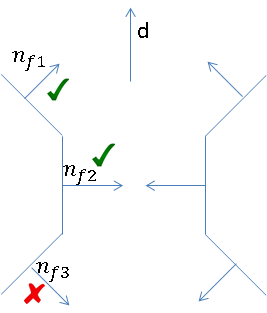
For the sensitivity approach, a face is enforced to be demoldable by adding a constraint to the optimization problem stating that
the angle between the face normal vector and the demold direction must be less (or equal) to 90°.
Since too many optimization constraints slow down the optimization process too much, the constraints for one demold command are aggregated into one single constraint by summing up the single constraints:
Two parameters that influence the behavior of the aggregation are
AGGREGATION_PARAMETER=<real>AGGREGATION_NUM_CONSTRAINTS=<int>AGGREGATION_PARAMETER is used as the power
in the aggregation method and AGGREGATION_NUM_CONSTRAINTS is used to switch back to the "one constraint per face" strategy.
To do so, select AGGREGATION_NUM_CONSTRAINTS=-1
A command example might look like the following:
LINK_SHAPE
ID_NAME = demold
CLIENT = SURF_DEMOLD
DEMOLD_DIR = 0.,0.,1.
CS = CS_0
ANGLE = 0.0
END_
DVCON_SHAPE
ID_NAME = dvcon_demold
ND_GROUP = demold_nodes
CHECK_LINK = demold
END_
The faces covered by the node group demold_nodes will be demoldable in z-direction.