The tool is made of steel, with properties as listed in Table 1. The bracket
material is modeled with LY5052 epoxy
reinforced with 55% E-glass fiber. Table 2 lists the
properties of the E-glass, which are based on those in Table 1.
The cure characteristics of LY5052 are based on
those in Saseendran and Wysocki (2016). The Kamal definition is used for the cure
kinetics, and the standard DiBenedetto equation is used to compute the glass
transition temperature from the degree of cure. Table 3 and Table 4 list the
Kamal coefficients and the parameters in the DiBenedetto equation, respectively.
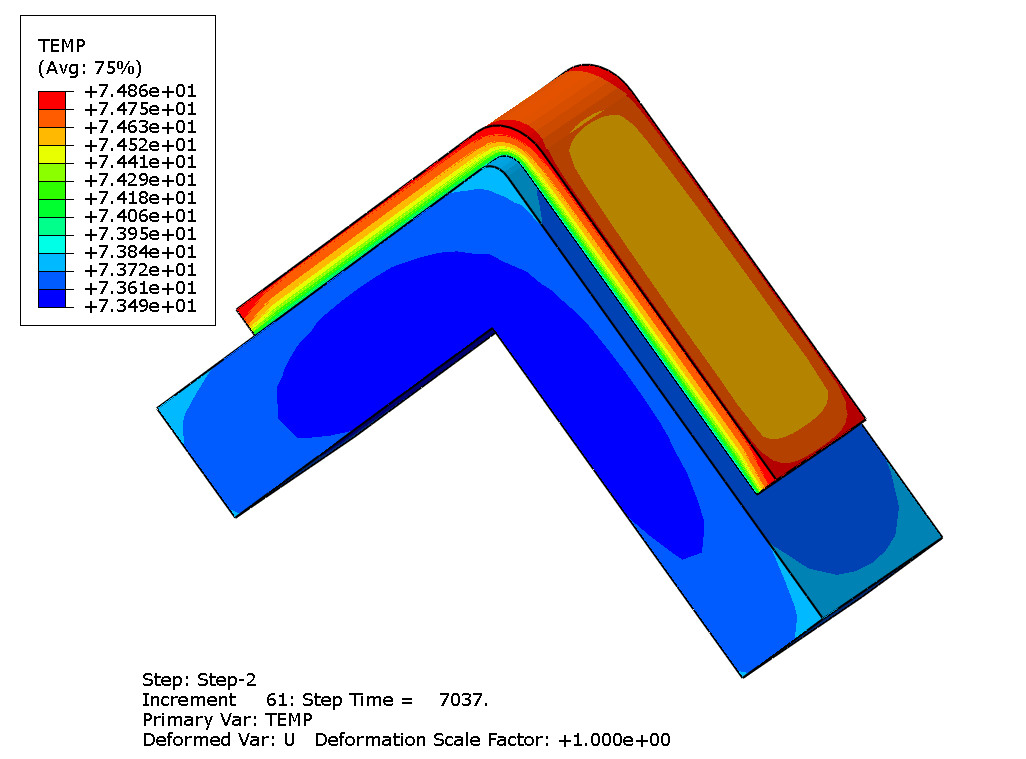
Another important aspect of the cure reaction is that a considerable amount of
energy can be released during curing, which can result in exothermal temperature
peaks and drastic changes in temperature and degree of cure. The cure heat
generation is set to 4.82e5 J/Kg (Saseendran and Wysocki (2016)).
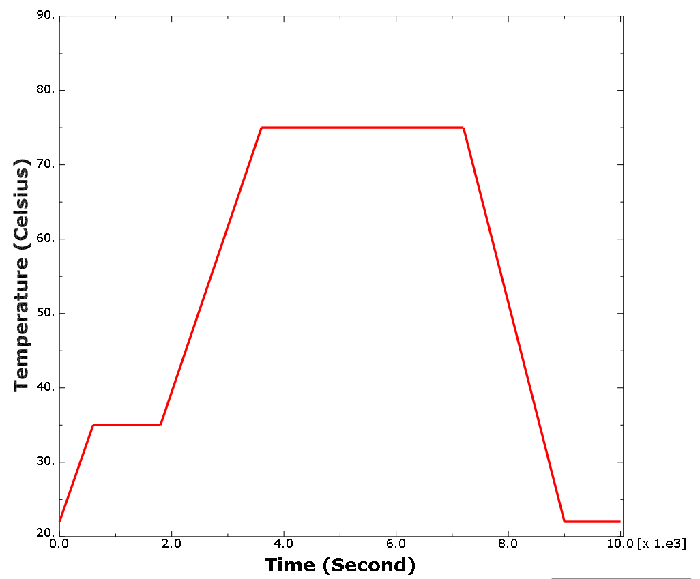
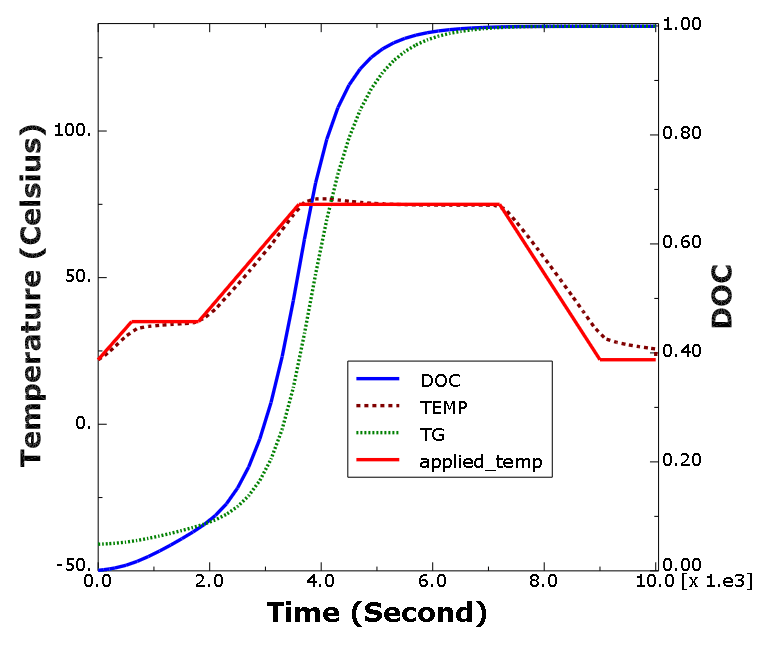
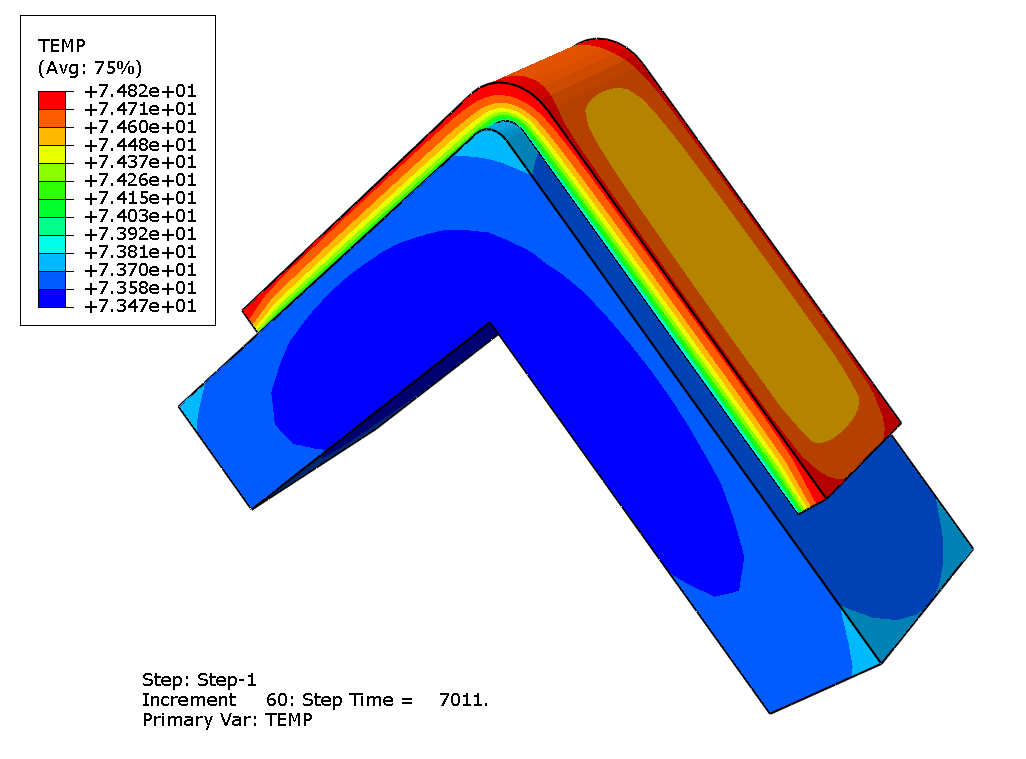
During the curing process, the cure temperature in the resin changes with time.
With this change, the resin material undergoes two transformations. The first
one is a transformation from a liquid to a solid, which is called gelation. At
this point, the material is in a rubbery state. As the glass transition
temperature increases and eventually exceeds the cure temperature, the material
transforms from a rubbery state to a glassy state. This second transformation is
called vitrification. Table 5 and Table 6 list the
properties of the resin at the glassy state and the rubbery state.
The mechanical constitutive relationship of the resin material can be modeled as linear
viscoelastic with thermorheologically simple effects. For simplicity, a simple
shift function proposed by Svanverg (2002) is used:
With this simplified shift function (see
Temperature Effects), the resin material reaches full relaxation instantaneously in the rubbery
state and has no relaxation once it reaches the glassy state. In the shift
function definition, 10
−20 is used for the rubbery state and
10
30 is used for the glassy state. The relaxation of the modulus is
adapted from Prony series coefficients in
Kim and White (1996).
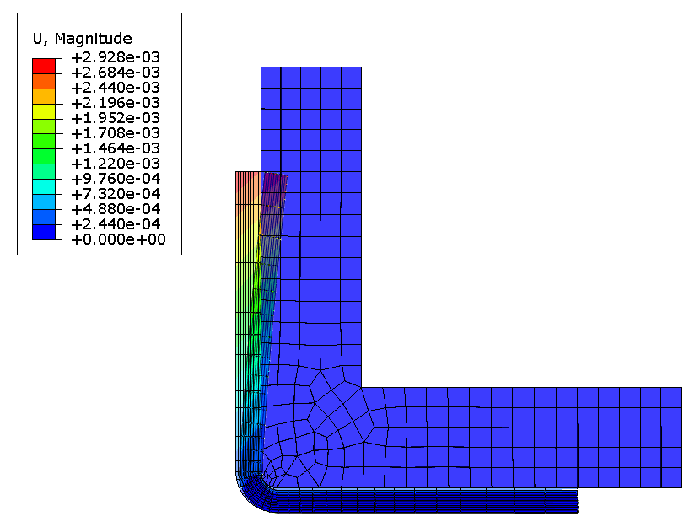
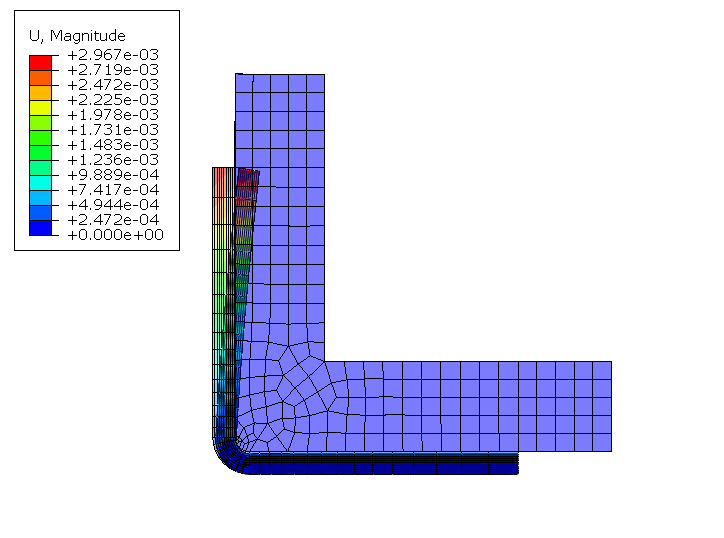
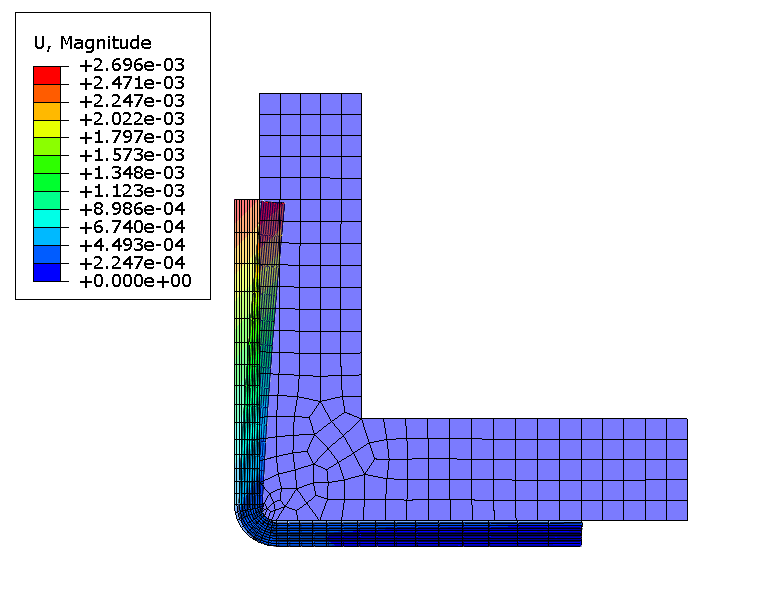
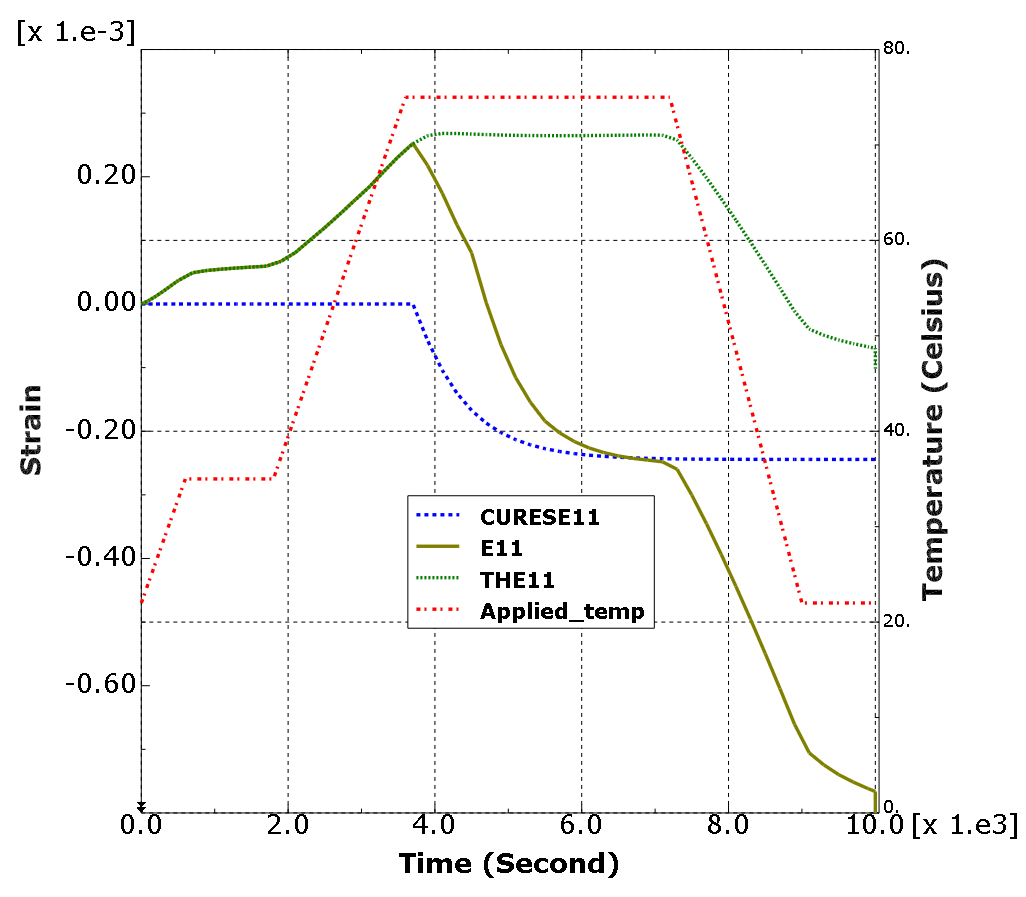
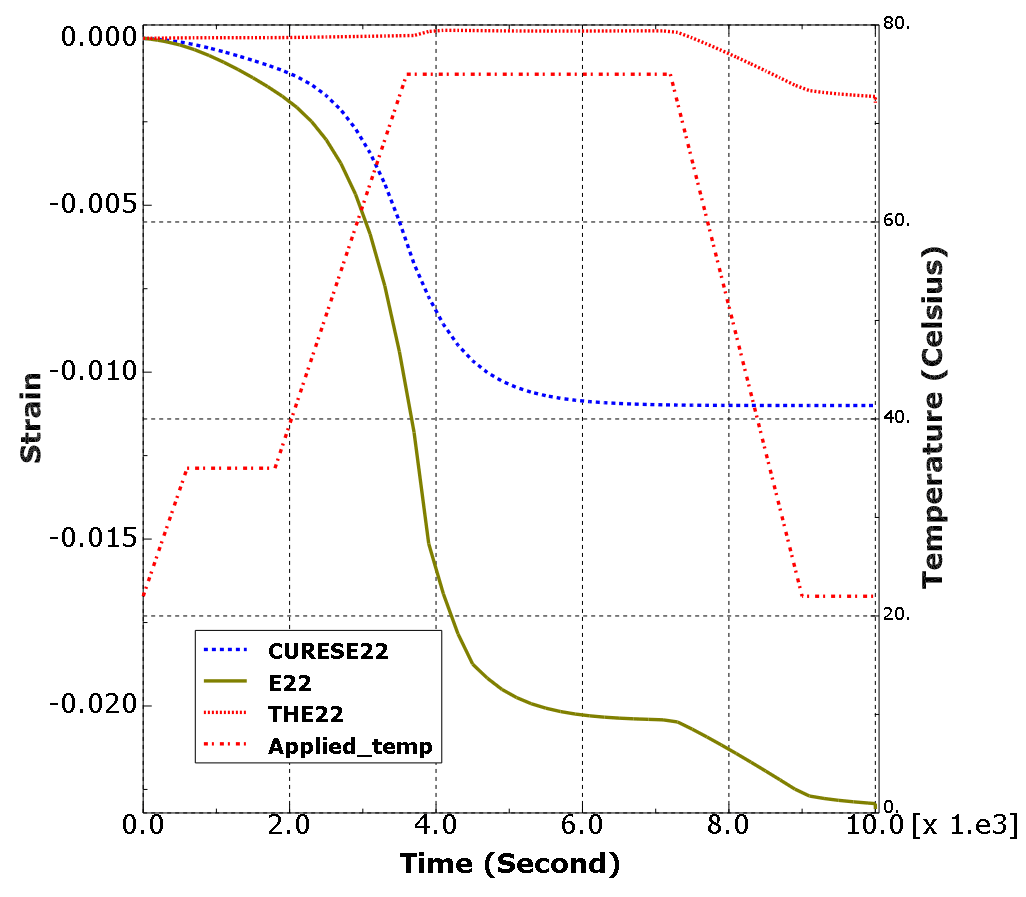
During the curing process, the resin material undergoes permanent shrinkage due
to the cross-linking reaction. Cure shrinkage, thermal strain, and residual
stresses developed during the curing process are the main contributing factors
to the shape distortion of the composite part after tool removal. The thermal
strain in this example is modeled in the following rate:
in which
is the thermal expansion coefficient given by
in which
and
are, respectively, the thermal expansion coefficient of the
rubbery state and the glassy state. The thermal expansion coefficient is assumed
to be zero before gelation—the degree of cure is less than 0.5. Two approaches
are used to model the thermal expansion: one is through user subroutine
UEXPAN, and the other is
through a tabular tangent definition (see
Thermal Expansion). The cure
shrinkage is modeled with a similar rate formulation (see
Cure Shrinkage Strain).
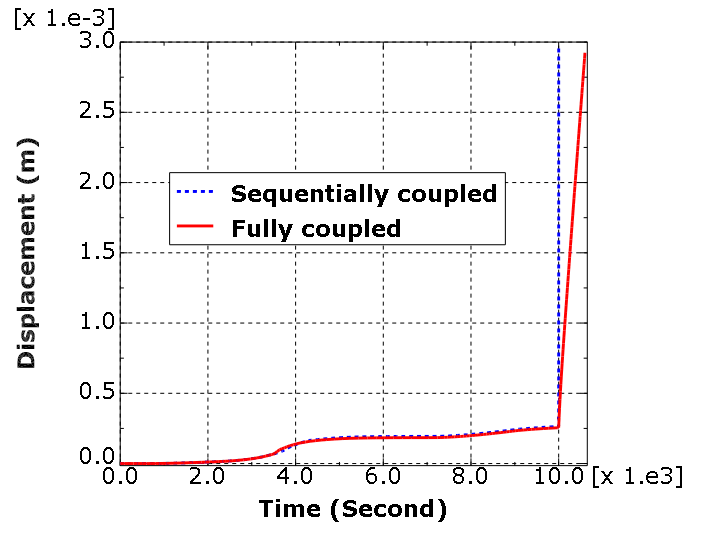
Two approaches are demonstrated to model the local fiber directions. In the first
approach, the composite is modeled as a unidirectional fiber reinforced
composite, and the local fiber direction is specified in the 1- and 2-direction
in alternate layers of the mesh. In the second approach, the composite is
modeled with a single woven material, which contains two inclusions that are
orthogonal to each other.